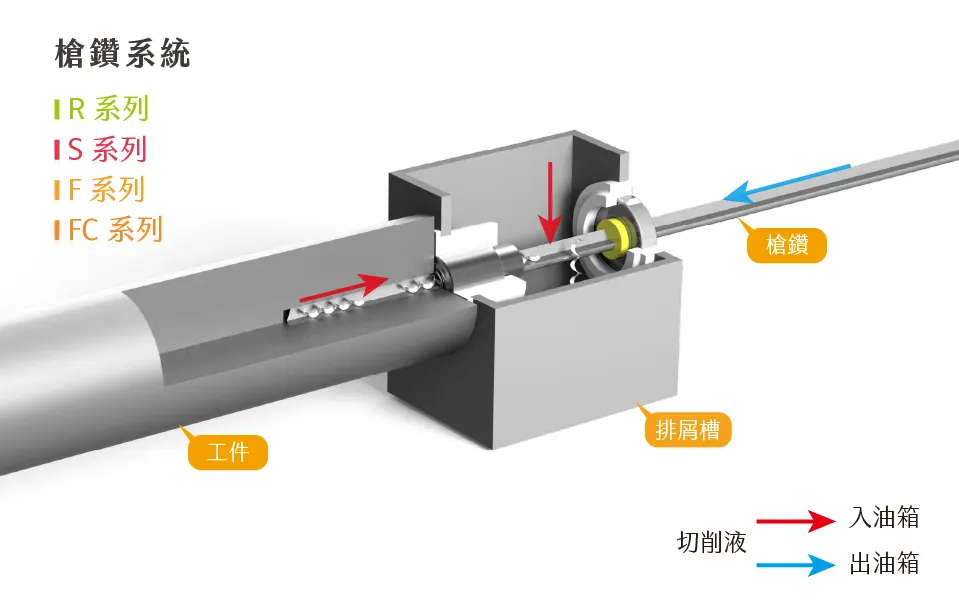
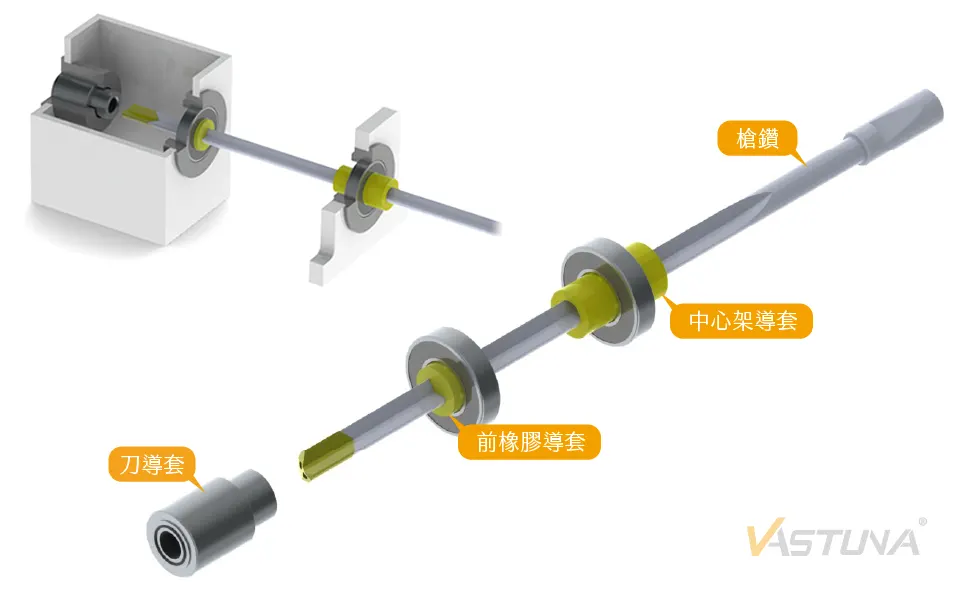
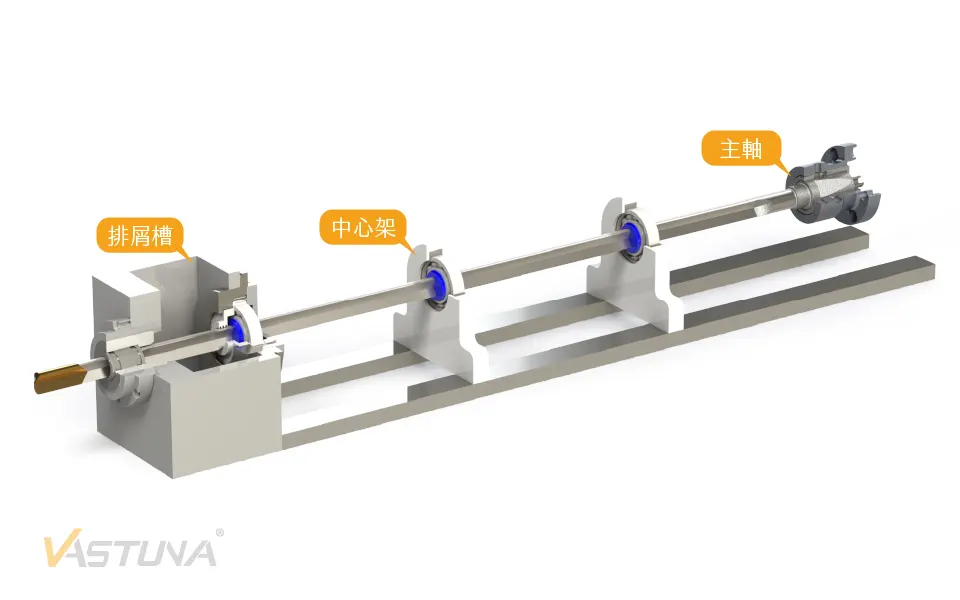
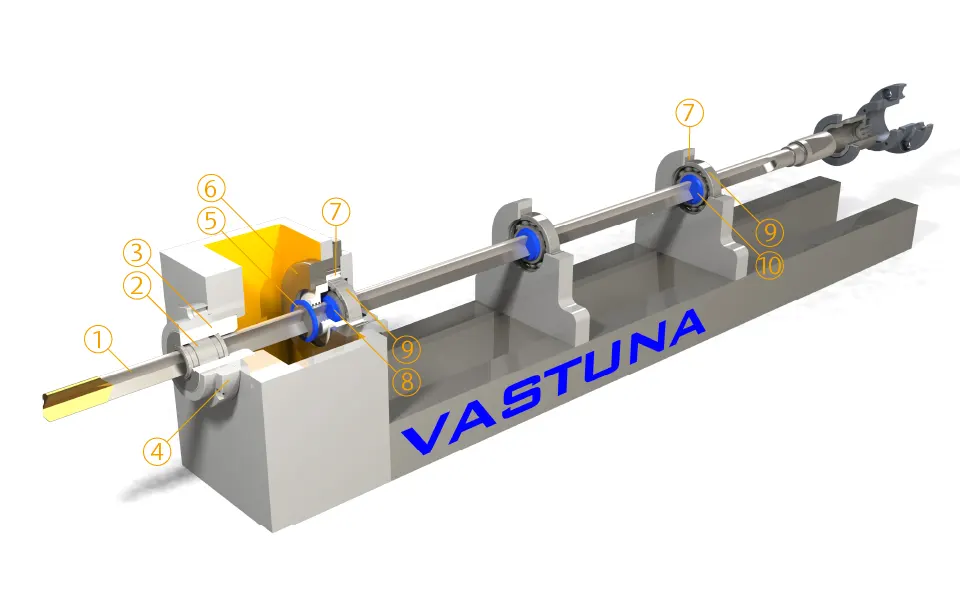
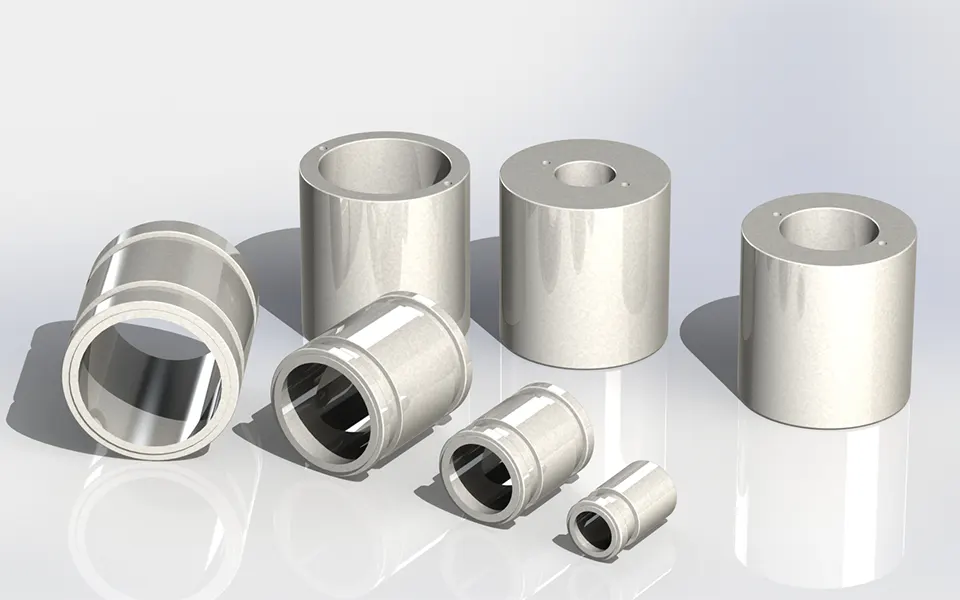
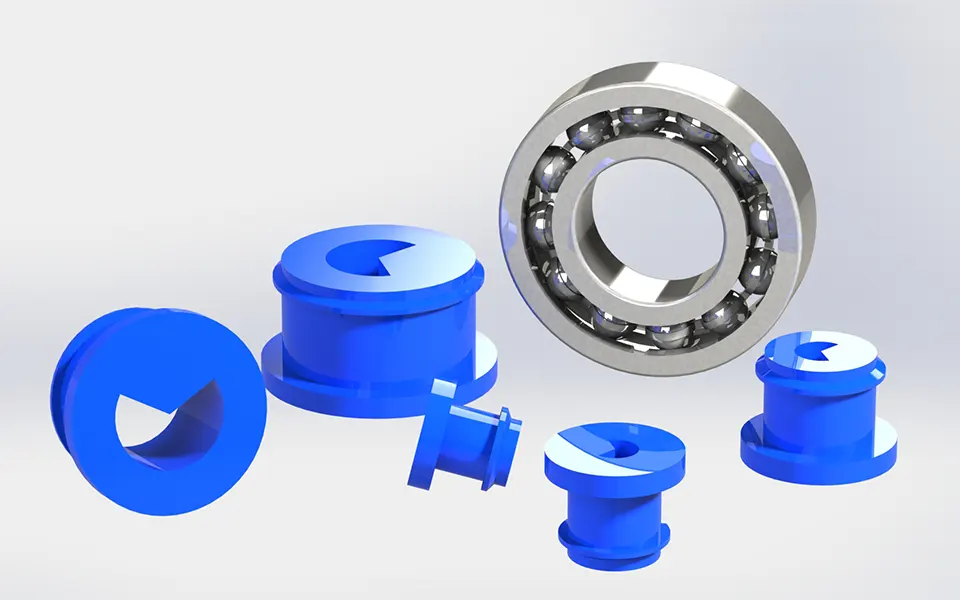
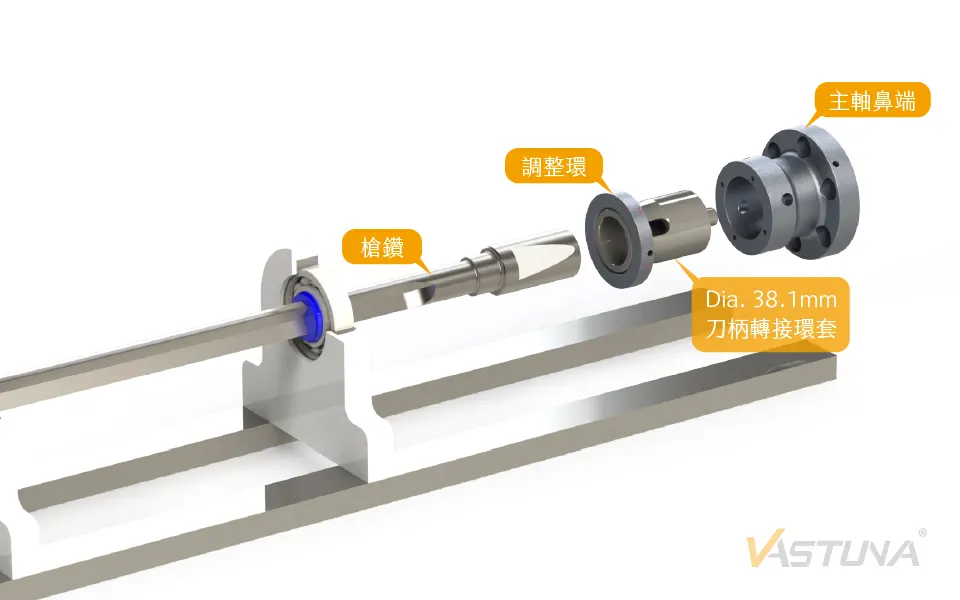
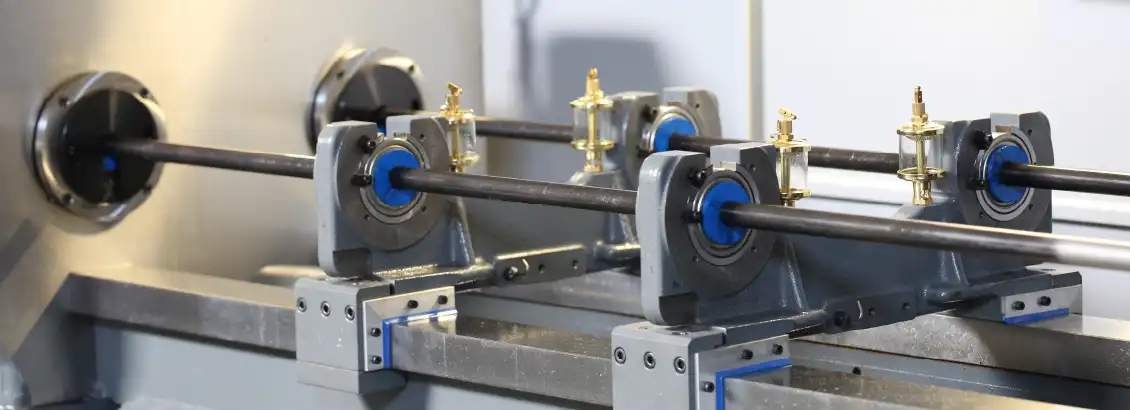
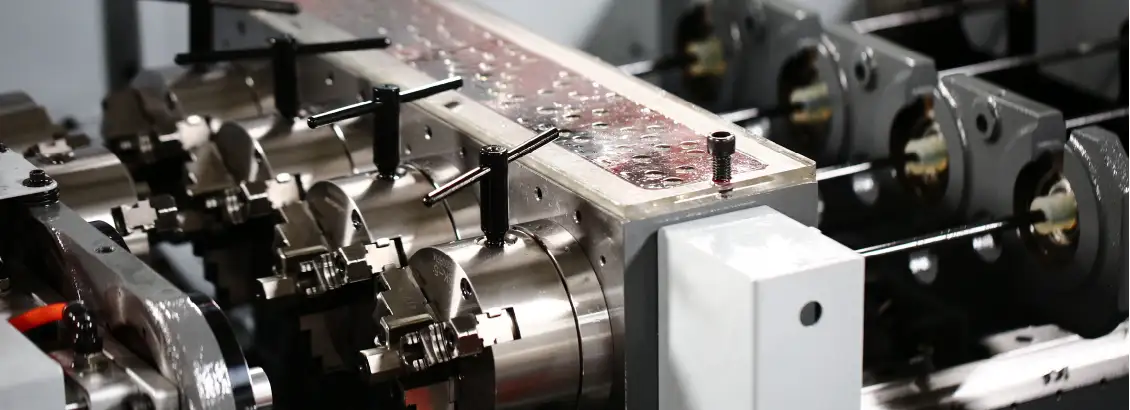
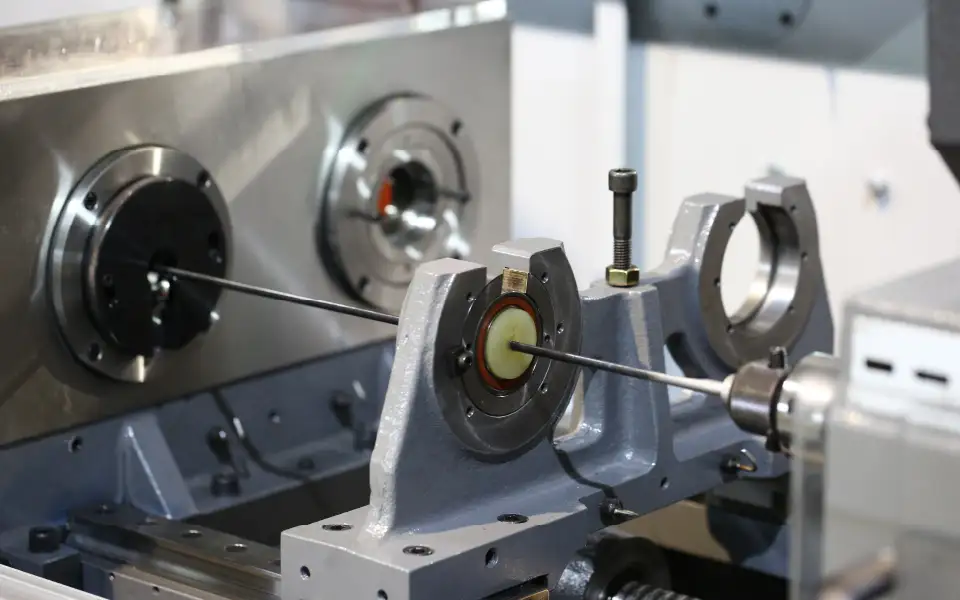
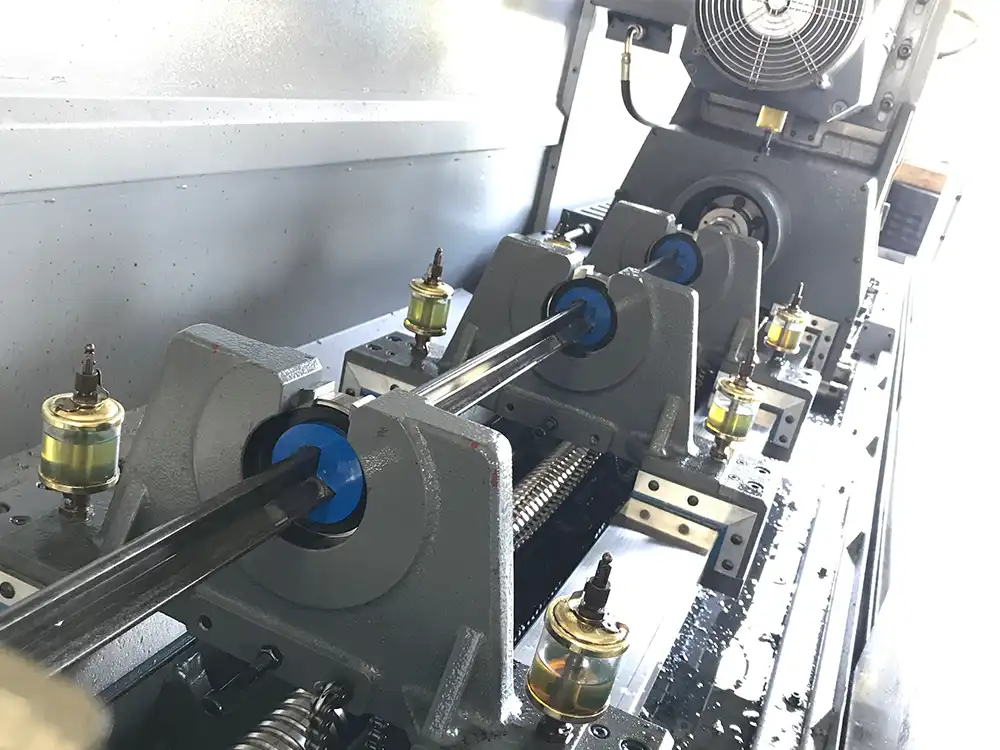
槍鑽刀部位配件槍鑽刀部位配件 槍鑽 刀部位配件 Gundrill tool parts – 槍鑽刀部位配件 – Gundrill tool parts – 緯斯特 原裝進口 高精度與高品質 原廠授權經銷商 ▪ 刀導套▪ 前橡膠導套▪ 中心架導套▪ 刀柄轉接環套 槍鑽 - 深孔鑽 槍鑽為單刃外排屑深孔鑽,由於此工藝最早應用於加工槍管,故通常稱為“槍鑽”。槍鑽主要適合於孔深度與孔直徑比於10~150倍的深孔加工,特別是Ø2mm~Ø40mm的深孔加工。其工作原理是槍鑽柄部被夾持在機床主軸上,鑽頭通過刀導套進入工件表面,進入後鑽頭外圓弧面具有導向作用和擠壓孔作用。這時高壓切削液通過鑽頭中的小孔送到切削區域內,進行冷卻、潤滑並幫助排屑;切屑和切削液順著鑽頭的V形槽排出。 刀部位配件 槍鑽因是單刃切削的刀具,當槍鑽在接觸被加工的工件表面時,會產生劇烈震動,此時容易造成槍鑽刀具的崩損,所以在加工時必需搭配刀導套,利用刀導套將槍鑽刀頭限制並降低震動,同時再搭配支撐性佳與抗震性佳的橡膠導套,可以有效提昇槍鑽刀具的壽命並提昇加工品質。緯斯特不僅供應高品質深孔加工機(深孔鑽孔機),同時也有高精度與高品質的刀導套、前橡膠導套、中心架導套等刀部位配件供客戶搭配機台使用。槍鑽系統需要求一個排屑槽與數種支撐導套來支撐槍鑽刀具,同時我們也需利用這些用來支撐的導套與配件,讓刀具與機械可以更完美的結合。 部件名稱 槍鑽 刀導套 刀導套轉接環套 刀導套基座 鐵屑擋片 前橡膠導套基座 軸承轉接環套 前橡膠導套 6207軸承 中心架導套 在此圖中,可以看到槍鑽刀具安裝在機台上時,需要有刀導套、前橡膠導套、中心架導套等配件。緯斯特不僅製造高品質深孔加工機械,同時也為客戶解決刀配件上惱人的問題,提供全系列高品質的刀部位配件。 刀導套 使用工具鋼材質,精密研磨製程,成品硬度約為HRC58。刀導套之功用為,導正槍鑽刀具,讓槍鑽刀具穩定進入工件。 前橡膠導套 與 中心架導套 前橡膠導套 – 橡膠材質,功能為阻擋鐵屑,讓鐵屑停止於排屑槽內,同時有油封的效果。中心架導套 – 橡膠材質,安裝於刀具中心架上,支撐槍鑽刀具的同時具有減震的效果。 刀柄轉接環套 除了前述的刀導套、前橡膠導套、中心架導套等配件,這時還需要刀柄轉環套,讓刀具可以穩固的被固定在機械主軸裡。
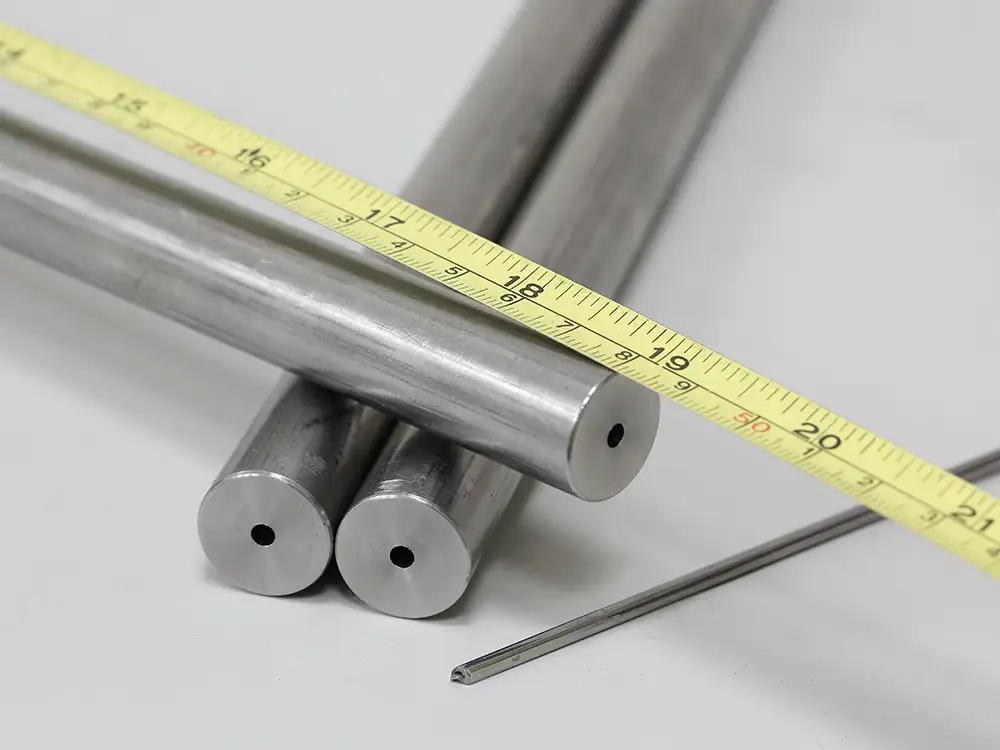
深孔加工刀具槍鑽、深孔鑽刀具 槍 鑽 Gundrill tooling – 深孔加工刀具 & 鑽頭 – Gundrill & BTA tooling – 緯斯特 原裝進口 德國 BTA、德國 TBT、日本泰珂洛 Tungaloy 原廠授權經銷商 ▪ 德國進口槍鑽▪ 焊刃式槍鑽▪ 捨棄式槍鑽▪ 全鎢鋼槍鑽 全鎢鋼槍鑽 直徑:Ø0.5~12mm (微小孔徑) 一般焊刃式槍鑽 直徑:Ø2~40mm 鍍層槍鑽 直徑:Ø2~40mm 另有特殊槍鑽 ▪ 捨棄式槍鑽▪ 底部成型槍鑽▪ 擴孔槍鑽▪ 刀片替換式槍鑽▪ 階梯型槍鑽 另有BTA深孔鑽刀具、配件 歡迎詢問 聯絡我們 客服信箱 深孔鑽 - 槍鑽 槍鑽為單刃外排屑深孔鑽,由於此工藝最早應用於加工槍管,故通常稱為“槍鑽”。槍鑽主要適合於孔深度與孔直徑比於10~150倍的深孔加工,特別是Ø2mm~Ø40mm的深孔加工。其工作原理是槍鑽柄部被夾持在機床主軸上,鑽頭通過刀導套進入工件表面,進入後鑽頭外圓弧面具有導向作用和擠壓孔作用。這時高壓切削液通過鑽頭中的小孔送到切削區域內,進行冷卻、潤滑並幫助排屑;切屑和切削液順著鑽頭的V形槽排出。 槍鑽與麻花鑽 與傳統的麻花鑽相比,槍鑽具有加工精度高、加工時間短、鑽頭壽命高、排屑好的特點,並以連續切削的方式進行。而傳統的麻花鑽每加工大約1~2倍直徑的深度必須退刀排屑,加工精度低、表面粗糙度差,加工效率低、操作勞動強度大,質量難以保證。槍鑽的獨具優點解決了傳統製造業小直徑深孔加工的難題,極大地提高了生產效率,突破了一向影響生產品質、阻礙生產進度的瓶頸,至今已被廣泛應用於汽車工業、航太工業、醫療器材工業、模具和刀具等製造業領域。
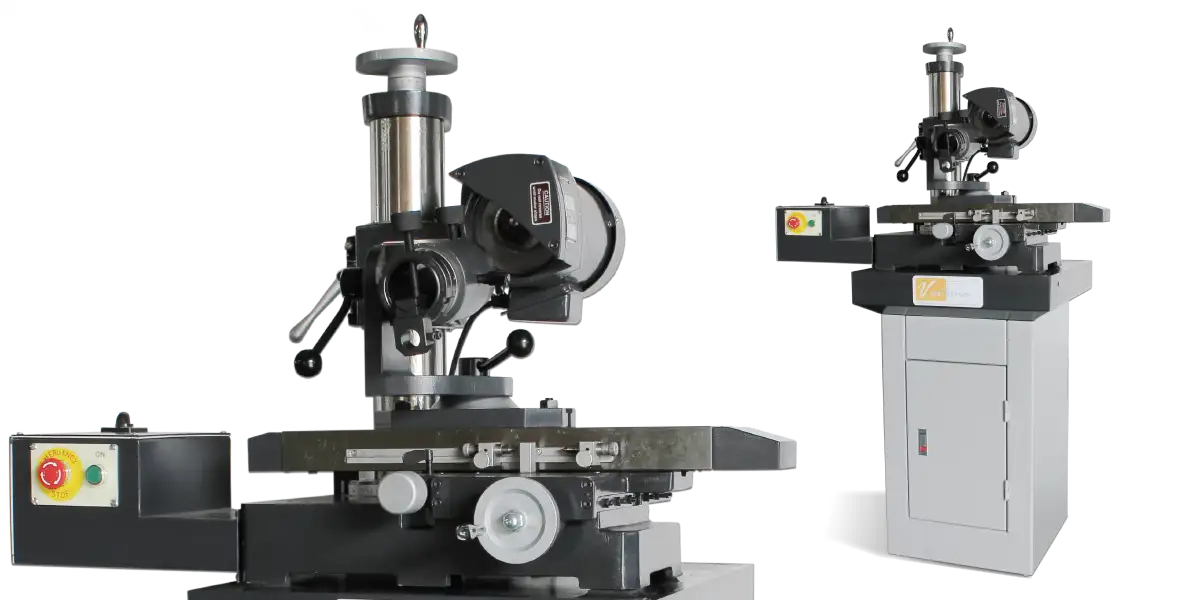
其他設備槍鑽刃口研磨機 槍鑽刃口 研磨機 Gundrill resharping grinder – 其他設備 – Other Equipment – 槍鑽磨刀機 槍鑽研磨機 RT 系列 - 特點 提昇刀具壽命 易於操作 穩定鑽孔品質 ★底座為選購配件 ▪ 槍鑽的切削刃口有五個面,在鑽孔的過程中,會讓槍鑽的切削刃口崩裂或損壞,這時需要將槍鑽刃口再研磨,研磨後可繼續鑽孔。而槍鑽研磨機具有槍鑽的研磨專用磨刀頭,可將槍鑽穩定的固定在研磨機上,並利用磨刀頭上的角度刻記,來完成精確的角度研磨。▪ 正確的槍鑽磨刀角度,可以讓切削品質更佳,同時可以讓刀具的壽命更長久。▪ 便利的設計,友善的操作方式,易於學習。▪ 數據化的槍鑽研磨角度,讓每一次的研磨接近完美,而維持穩定的鑽孔品質。 產品規格 型號RT-205槍鑽研磨尺寸 (S)Ø2~32 mm槍鑽研磨尺寸 (L)Ø30~45 mm馬達0.25 kw轉速3,600 rpm (60 Hz)鑽石砂輪尺寸Ø125 mm重量160 kgs機台尺寸70 x 610 x 880 mm 選擇配件 槍鑽研磨機專屬底座 機台特點 應用案例 研磨角度 整新刀具 整新刀具 研磨角度 槍鑽夾持 鑽石砂輪 整新刀具 槍鑽磨刀機 整新刀具 研磨頭&專用夾持座 槍鑽研磨機
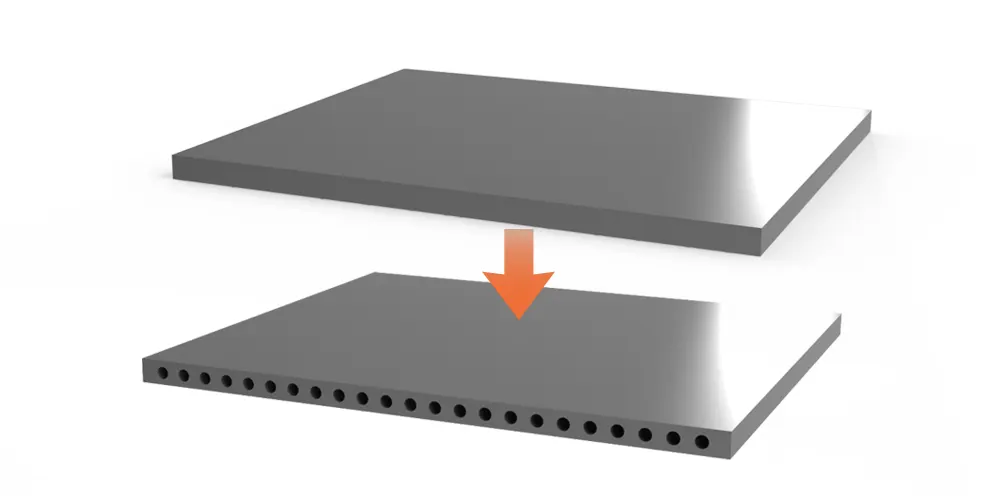
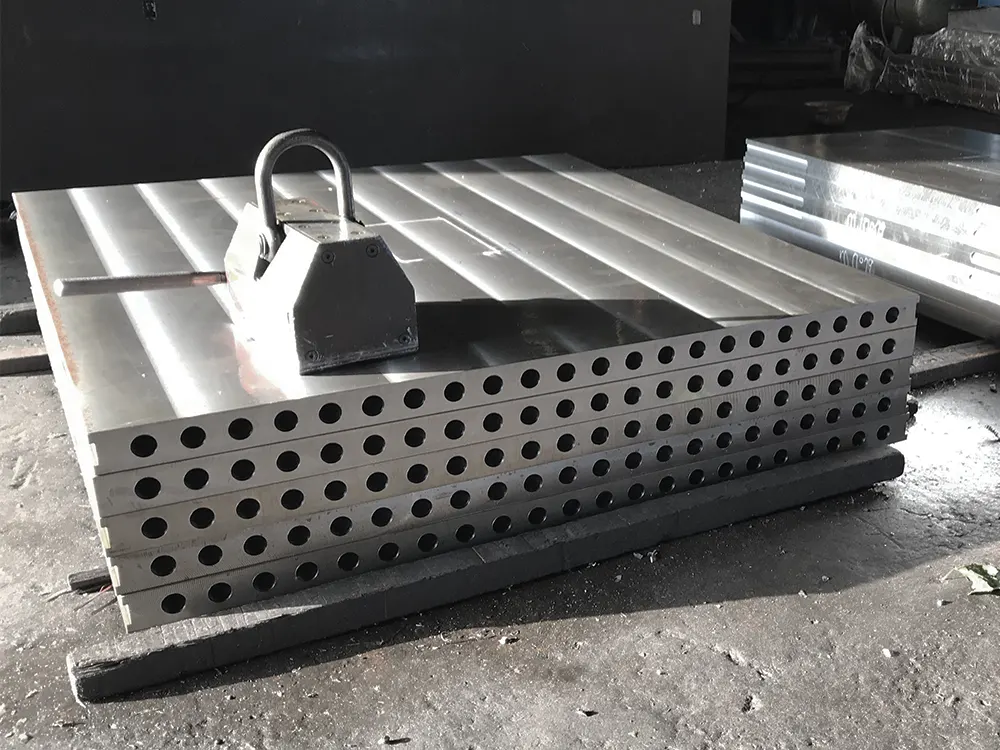
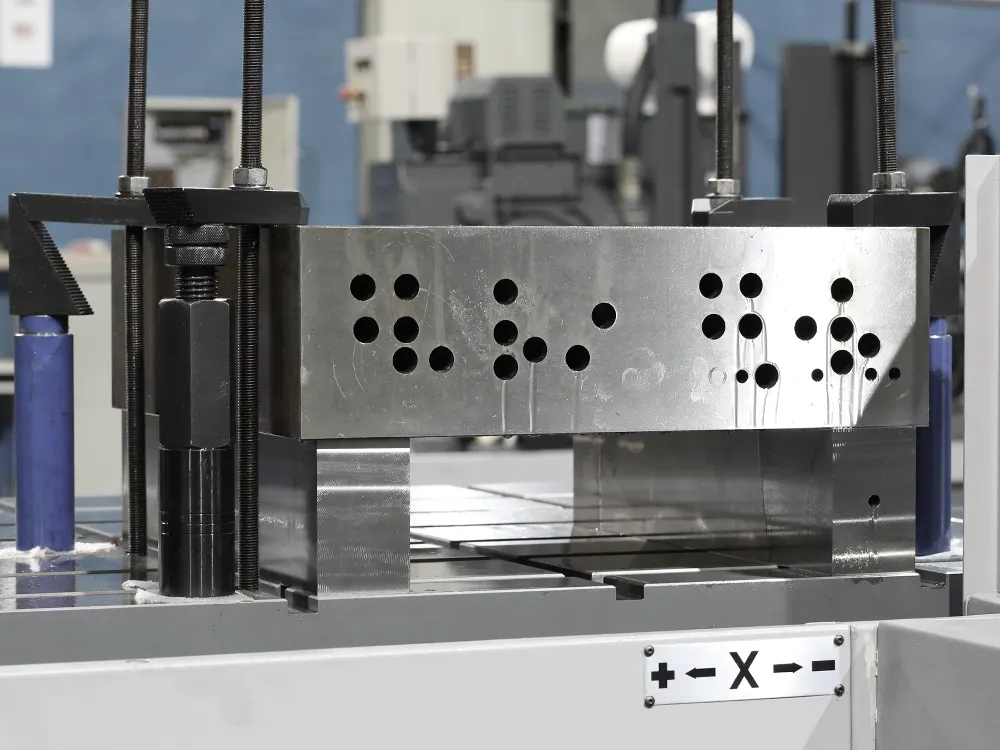
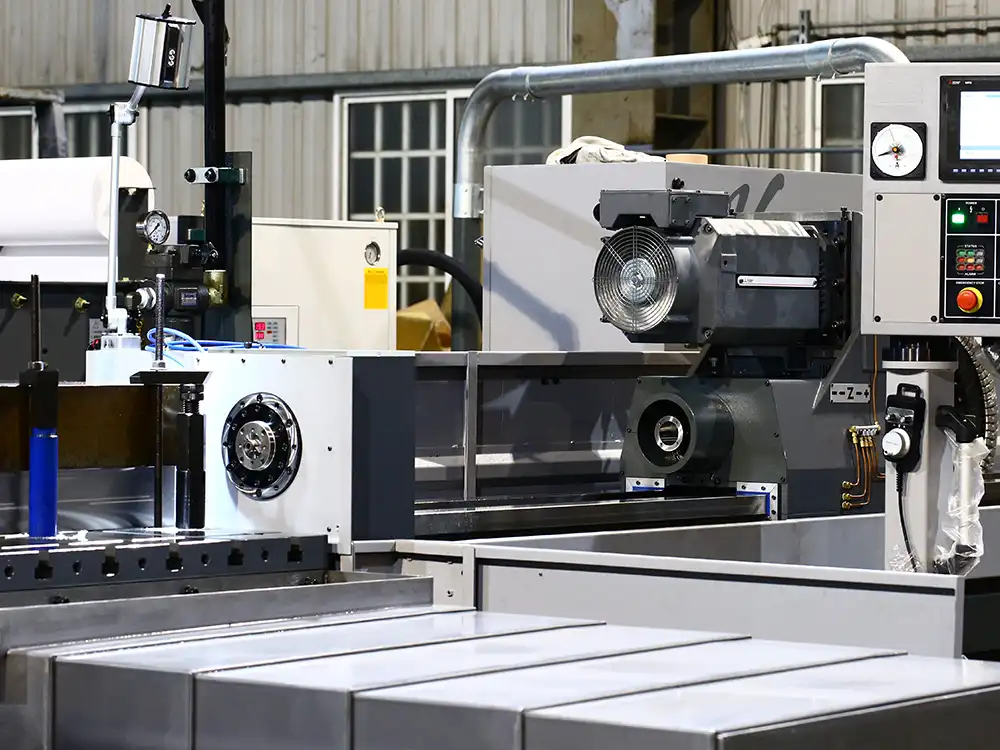
槍鑽系統FC-加熱板專用槍鑽鑽孔機 加熱板專用 槍鑽鑽孔機 Heat Plate Drilling Machine – 槍鑽系統 – Gun Drilling System – FC 系列 - 特點 ▪ FC-1200 → FC系列(偏心孔加工)▪ FC-1200 → X軸行程1200mm ▪ 特殊的FC機型,具備X與Z軸,高強度鋼性,適用捨棄式槍鑽,高效率產出▪ 具有X軸位移,適用於加熱板槍鑽深孔加工;機台採用床式設計,更穩定且可靠,可用捨棄式槍鑽,提昇加工速度,達到更高的產出 大扭力輸出主軸頭 Z軸全行程支撐 捨棄式槍鑽應用 產品規格 型號FC-1200FC-2500鑽孔直徑Ø3~25mm (選配:Ø4~30mm)鑽孔深度800mm (選配:1000mm)800mm (選配:1000mm)主軸數11工作台尺寸1000x1200mm1600x2700mm工作台荷重3000kgs3000kgsX軸行程1000mm2500mm控制器Mitsubishi / Fanuc 標準配件 排屑機與鐵屑車 電器箱冷氣機 紙帶過濾機 切削液冷卻機 切削液泵浦 刀具中心架 工作燈 工具箱 操作手冊 選擇配件 刀導套 前橡膠導套 中心架導套 槍鑽刃口研磨機 防濺鈑金 脫油機 變壓器 機台特點 應用案例 板材槍鑽加工 模具槍鑽鑽孔加工 板材槍鑽加工 加熱板槍鑽鑽孔加工 槍鑽系統 工作台 操作面板 滾柱型線軌 大扭力輸出主軸頭 精密螺桿驅動 板材槍鑽加工 床式底座設計 刀具中心架 Mitsubishi 觸控面板控制器 FC系列 加熱板槍鑽加工 滾柱型線軌
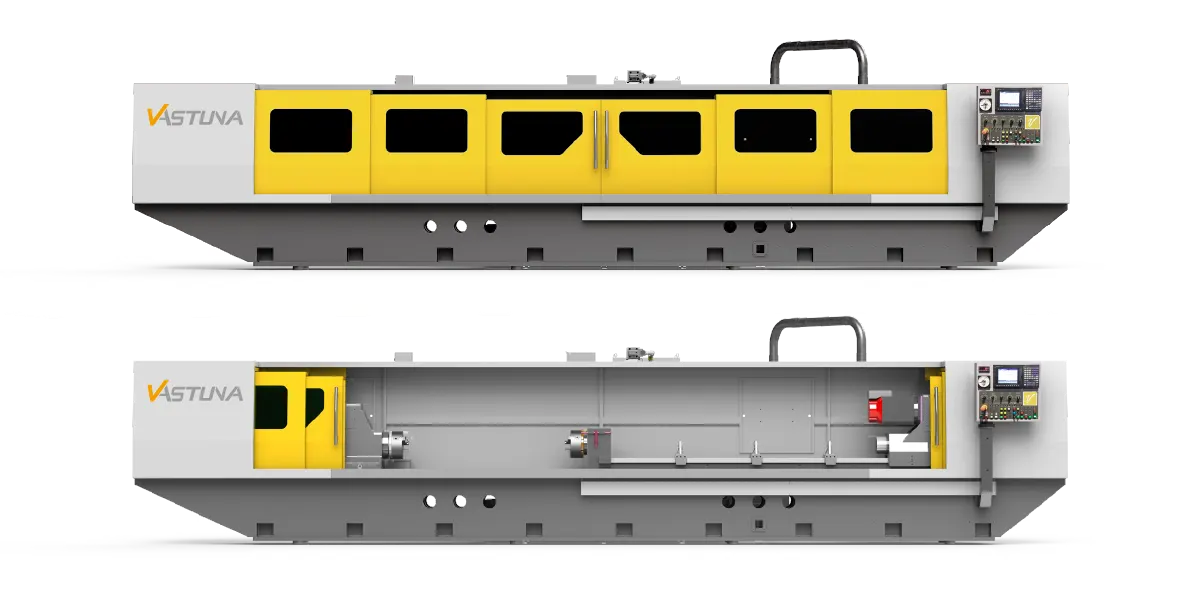
槍鑽系統F – 輕量型多軸向槍鑽鑽孔機 輕量型多軸向 槍鑽鑽孔機 Light Duty Three Axes Gundrills – 槍鑽系統 – Gun Drilling System – 床式深孔槍鑽機 平台式、偏心孔槍鑽機械 F 系列 - 特點 ▪ F-1000 → F系列(偏心孔加工)▪ F-1000 → X軸行程1000mm ▪ 具有X, Y軸位移,適用於偏心孔位深孔加工;機台採用床式設計,更穩定且可靠,是您深孔加工的最佳伙伴;試客戶需求,可增加W軸。 側掛式槍鑽主軸 側掛式槍鑽主軸 床式設計 產品規格 型號F-800F-1000鑽孔直徑Ø3~30mm (選配:Ø4~40mm)鑽孔深度800mm (選配:1500mm)800mm (選配:1000mm)主軸數11工作台尺寸1200x1000mm1000x1200mm工作台荷重3000kgs3000kgsX軸行程800mm1000mmY軸行程800mm600mm控制器Mitsubishi / Fanuc 標準配件 排屑機與鐵屑車 電器箱冷氣機 紙帶過濾機 切削液冷卻機 切削液泵浦 刀具中心架 工作燈 工具箱 操作手冊 選擇配件 刀導套 前橡膠導套 中心架導套 槍鑽刃口研磨機 防濺鈑金 脫油機 變壓器 機台特點 應用案例 鎳基合金槍鑽加工 Inconel 718 機械主軸槍鑽鑽孔 機械主軸槍鑽鑽孔 實體配重 Mitsubishi 觸控面板控制器 機械主軸槍鑽鑽孔 工作台-F系列 3C產業槍鑽加工 JIS SUS316 主軸套管鑽孔 床式底座 加熱板槍鑽加工 電子產業槍鑽加工 JIS S45C 槍鑽系統 精密螺桿驅動 滾柱型線軌 滾柱型線軌 機械主軸深孔加工 操作面板 鎳基合金槍鑽加工 Inconel 718
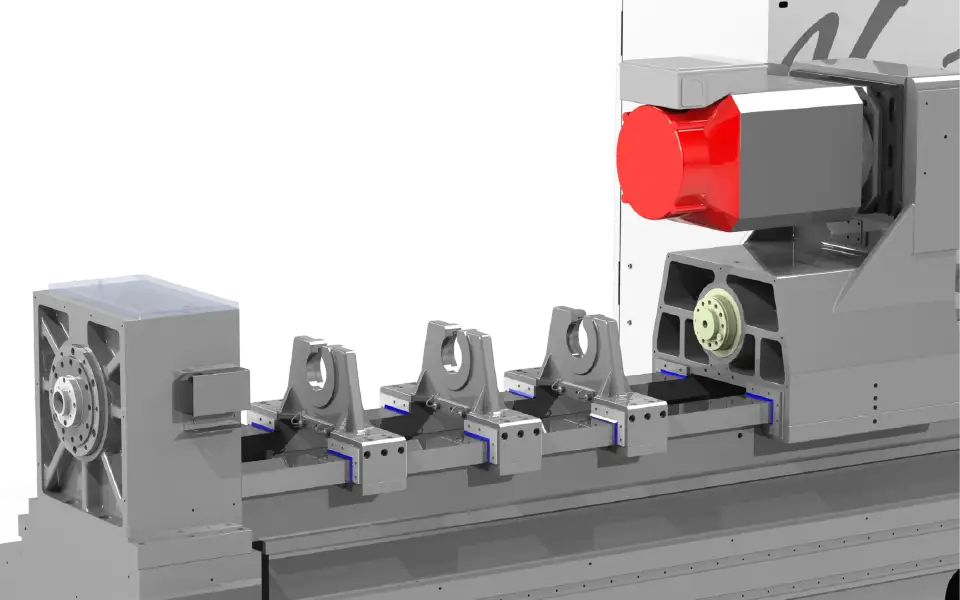
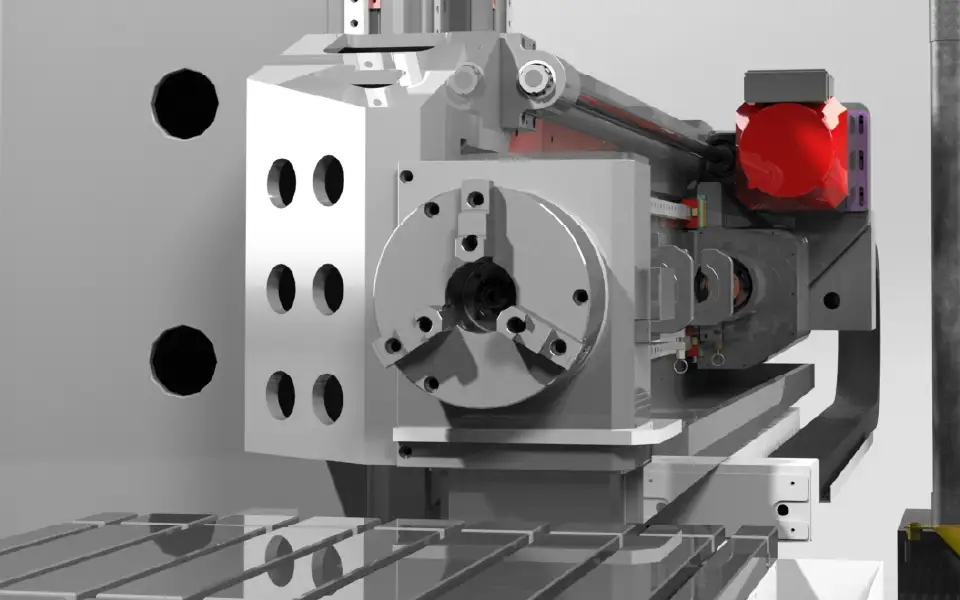
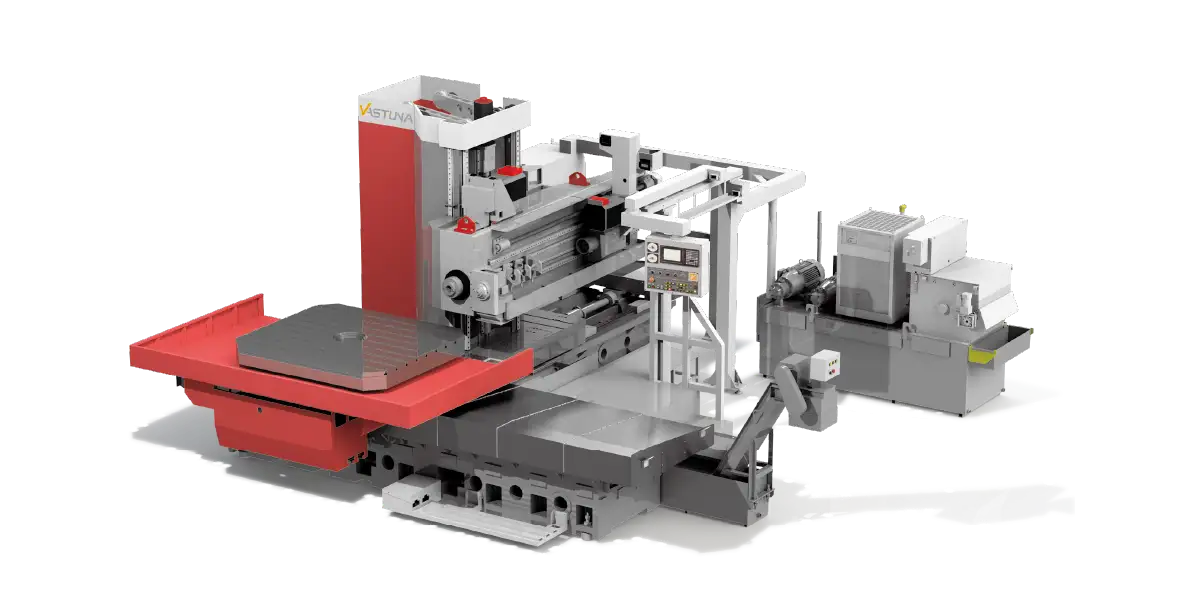
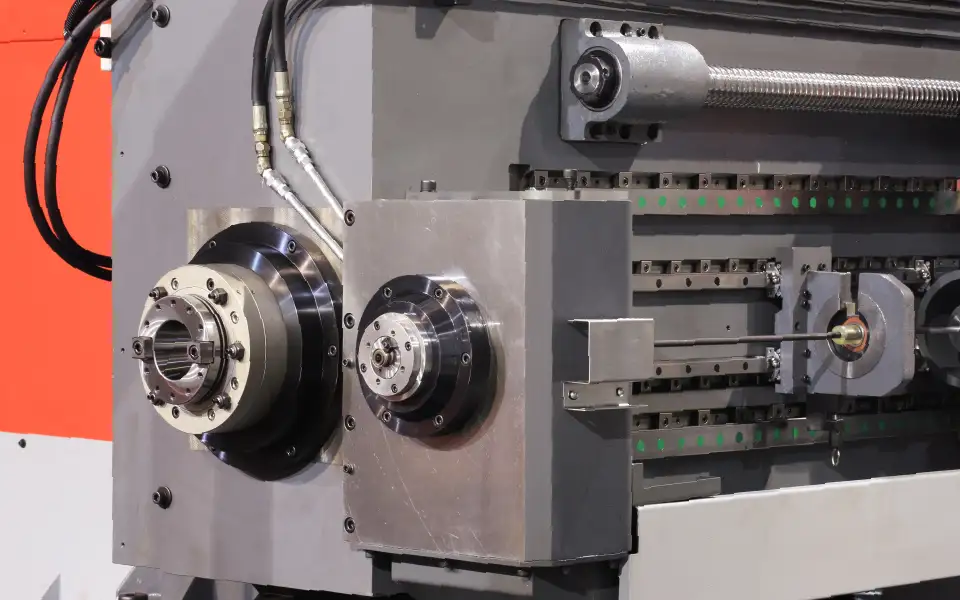
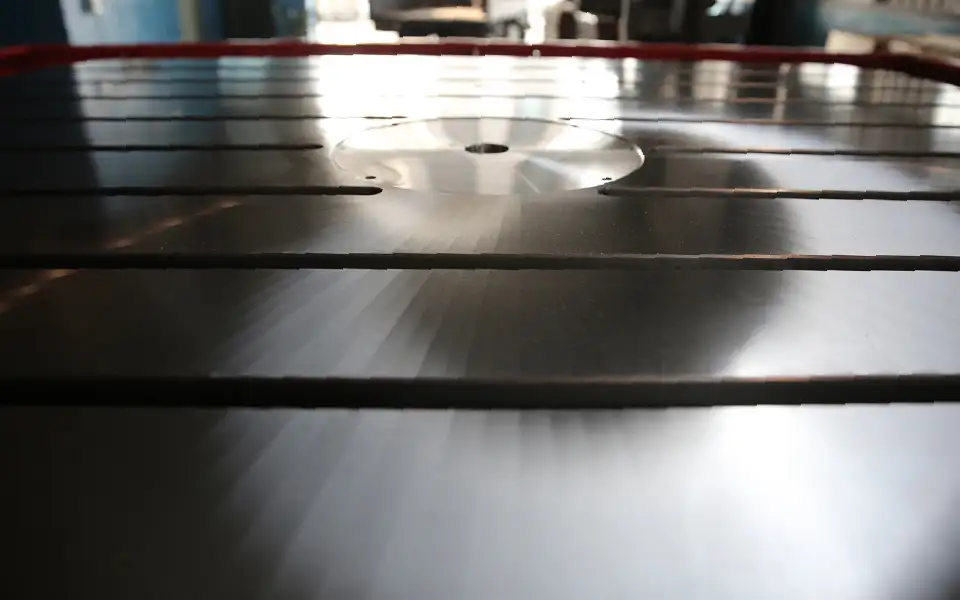
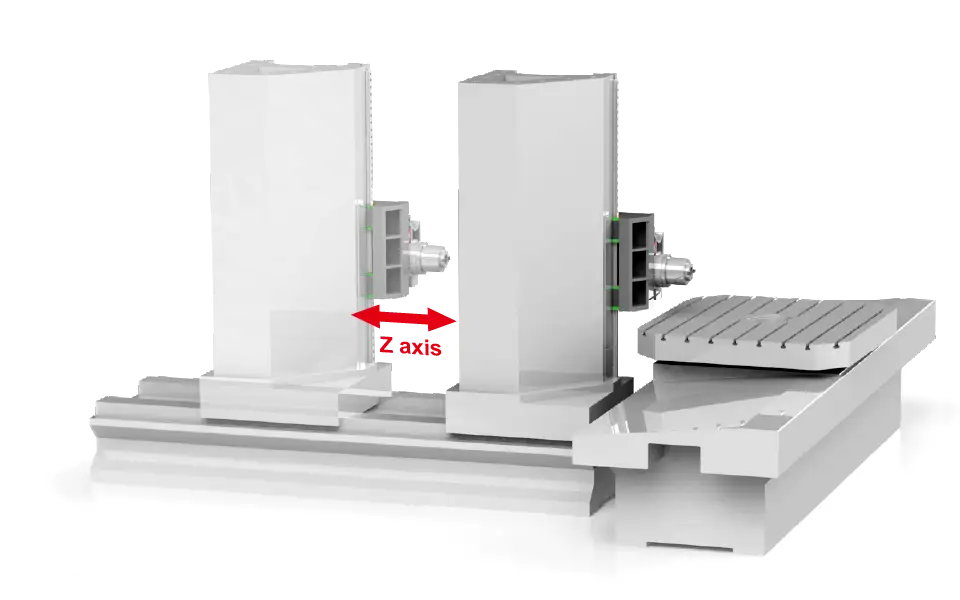
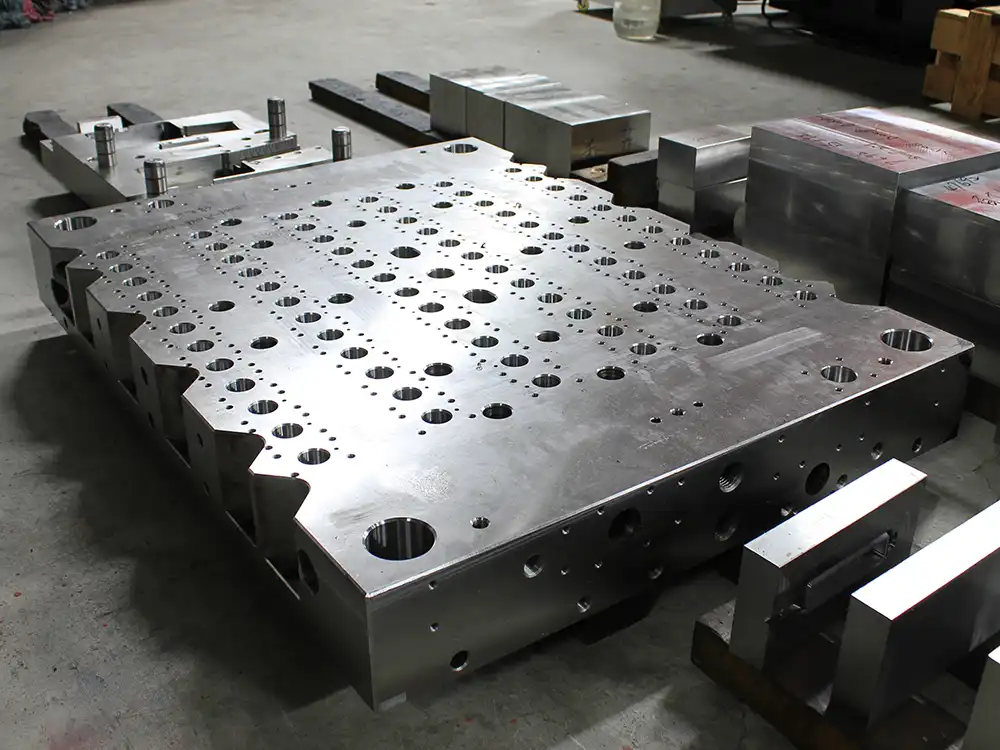
槍鑽系統S-高效能多軸向槍鑽鑽孔機 高效能多軸向 槍鑽鑽孔機 Efficient Multi Axes Gundrills – 槍鑽系統 – Gun Drilling System – 為了雙斜度模具深孔加工而煩腦? 緯斯特全新S系列,協助您解決模具深孔加工的問題 S 系列 - 特點 ▪ S-2010 → S系列(適合模具加工)▪ S-2010 → X軸行程2000mm▪ S-2010 → Y軸行程1000mm ▪ 大型旋轉工作台,搭配動柱式設計,並結合BT-50附加銑頭,成為模具深孔鑽孔的最佳利器。特別是近年來的汽車產業模具之斜度鑽孔需求增加,緯斯特的S系列機台肯定是您的最佳伙伴 雙主軸 (BT-50 + 槍鑽) 數值控制旋轉工作台 動柱式設計 產品規格 型號S-2010S-2015S-3010S-3015鑽孔直徑Ø3~30mm (選配:Ø4~40mm)Ø3~30mm (選配:Ø4~40mm)鑽孔深度1500mm1500mm1500mm1500mm槍鑽主軸1111BT-50銑軸1111工作台尺寸1400x1600mm1400x1600mm工作台荷重7000kgs7000kgs7000kgs7000kgs旋轉角度0.0010.0010.0010.001X軸行程2000mm2000mm3000mm3000mmY軸行程1000mm1500mm1000mm1500mm控制器Mitsubishi / FanucMitsubishi / Fanuc 標準配件 槍鑽主軸 BT-50銑頭 旋轉工作台 排屑機與鐵屑車 電器箱冷氣機 紙帶過濾機 切削液冷卻機 切削液泵浦 刀具中心架 工作燈 工具箱 操作手冊 選擇配件 刀導套 前橡膠導套 中心架導套 槍鑽刃口研磨機 防濺鈑金 脫油機 變壓器 機台特點 應用案例 機械主軸槍鑽鑽孔 主軸套管鑽孔 雙主軸(BT-50 + 槍鑽) 精密螺桿驅動 操作面板 1400 x 1600mm旋轉工作台 滾柱型線軌 Mitsubishi 觸控面板控制器 模具槍鑽鑽孔加工 加熱板槍鑽加工 雙主軸(BT-50 + 槍鑽) 機械主軸槍鑽鑽孔 滾柱型線軌 BT-50銑頭 槍鑽系統 機械主軸深孔加工 模具槍鑽鑽孔加工 模具槍鑽鑽孔加工 操作面板 產品影片 播放影音
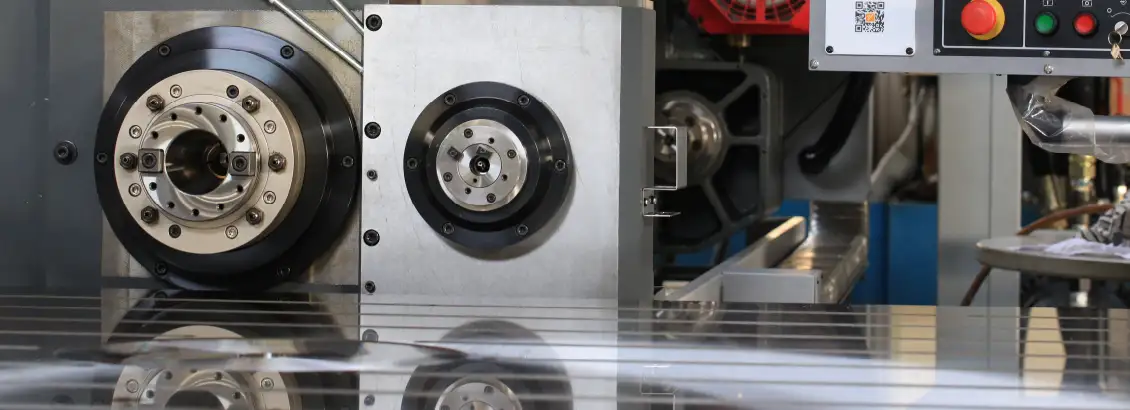
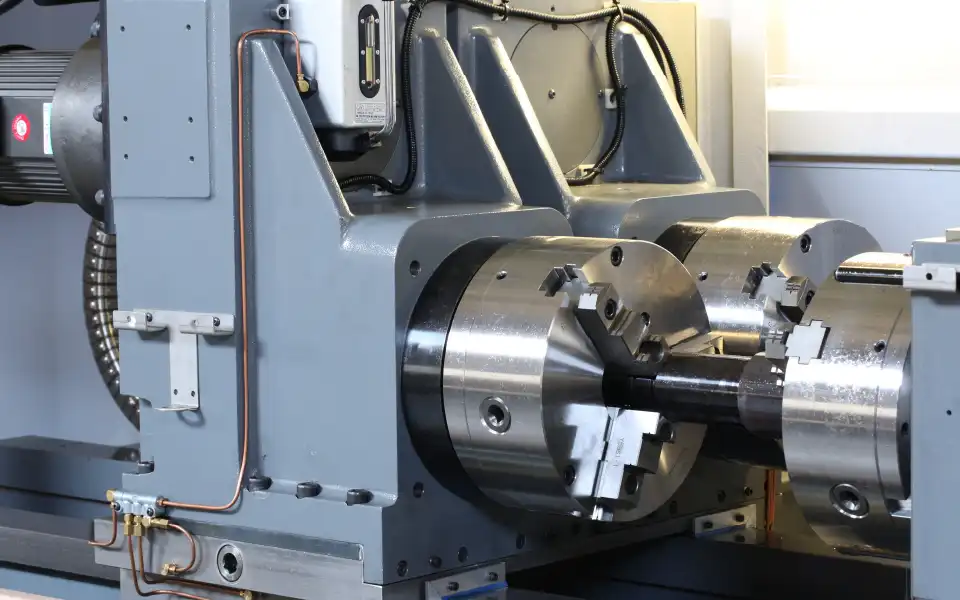
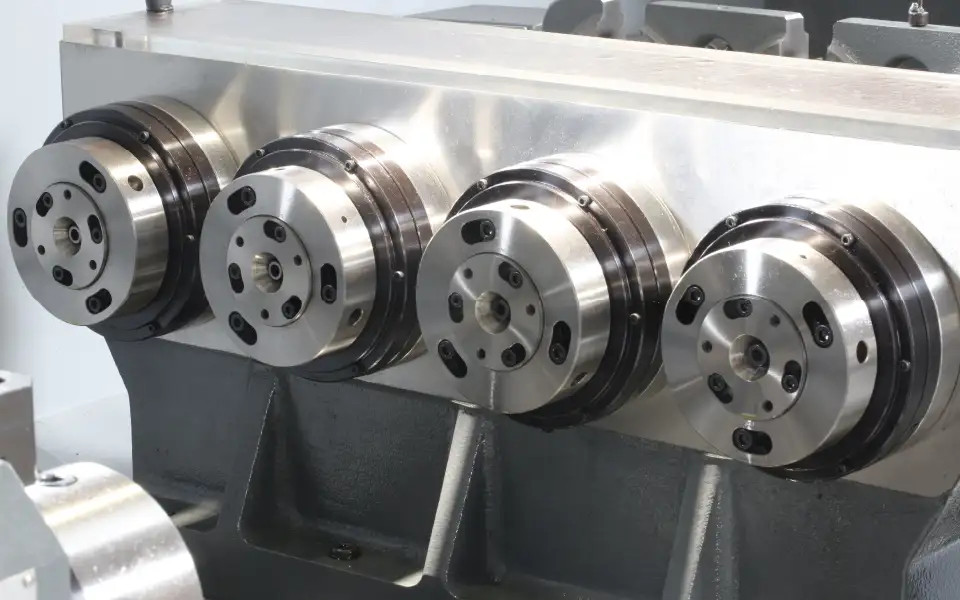
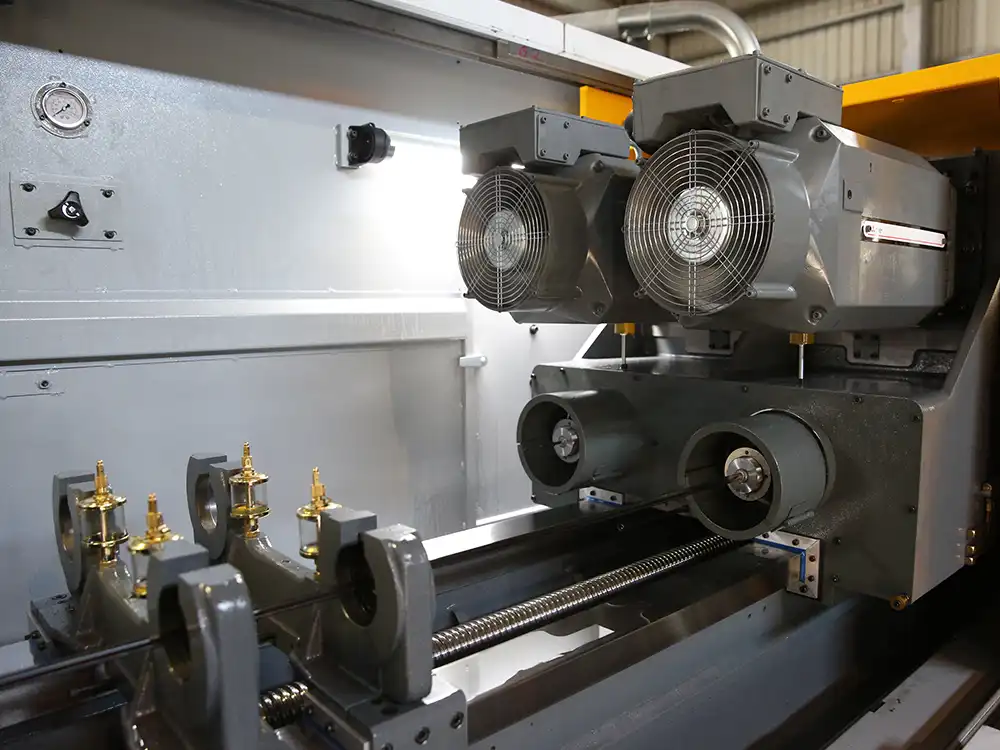
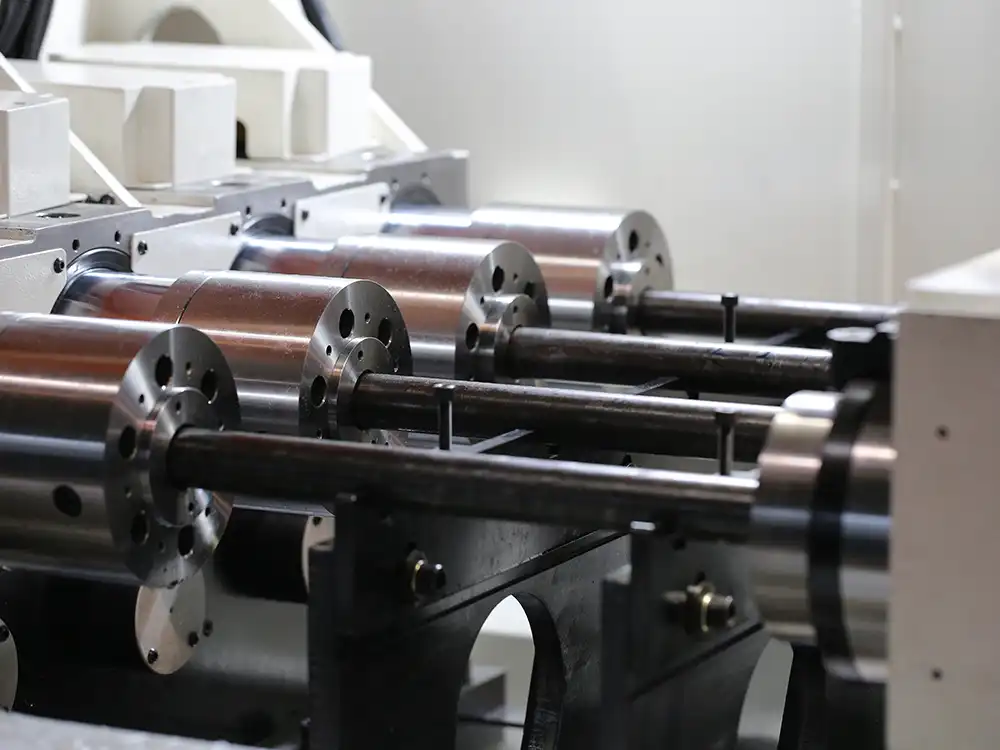
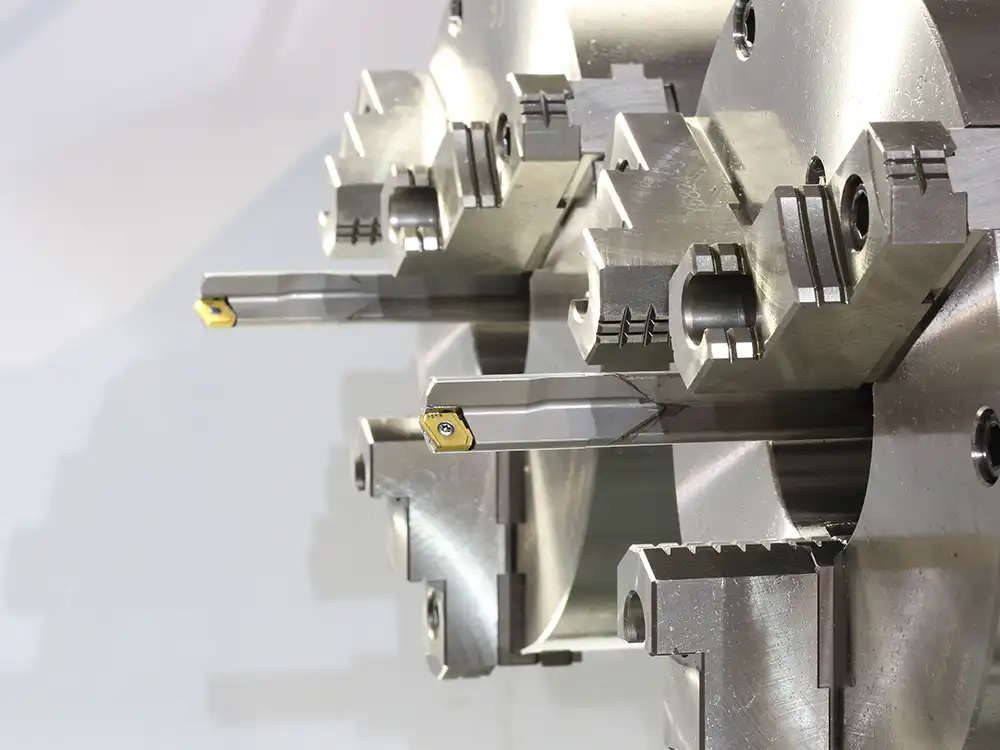
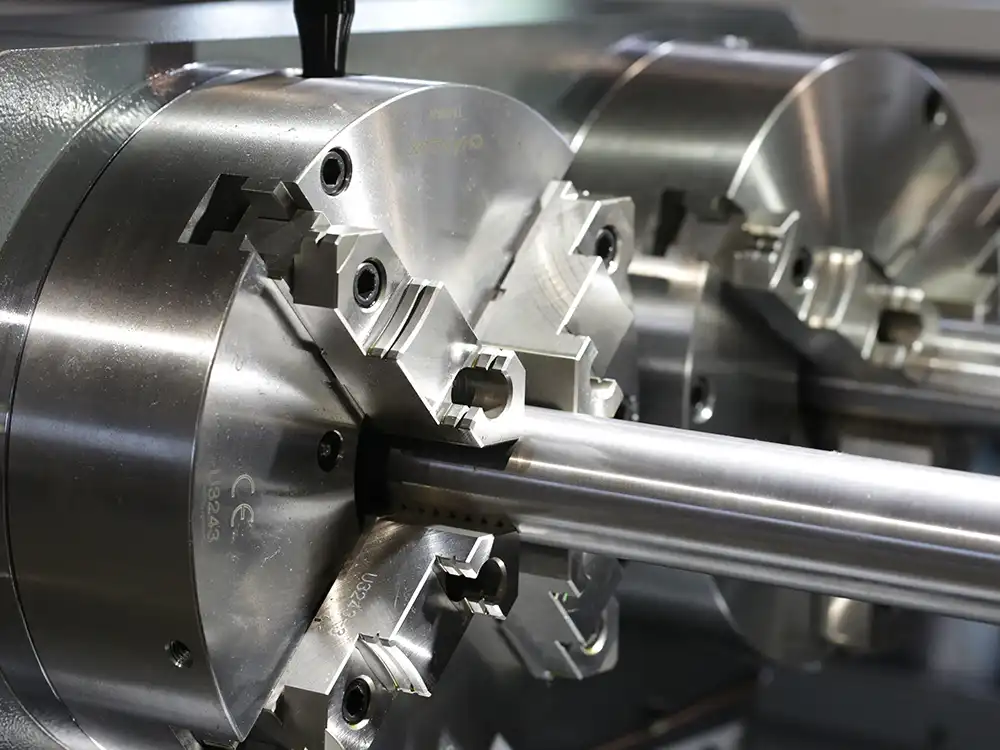
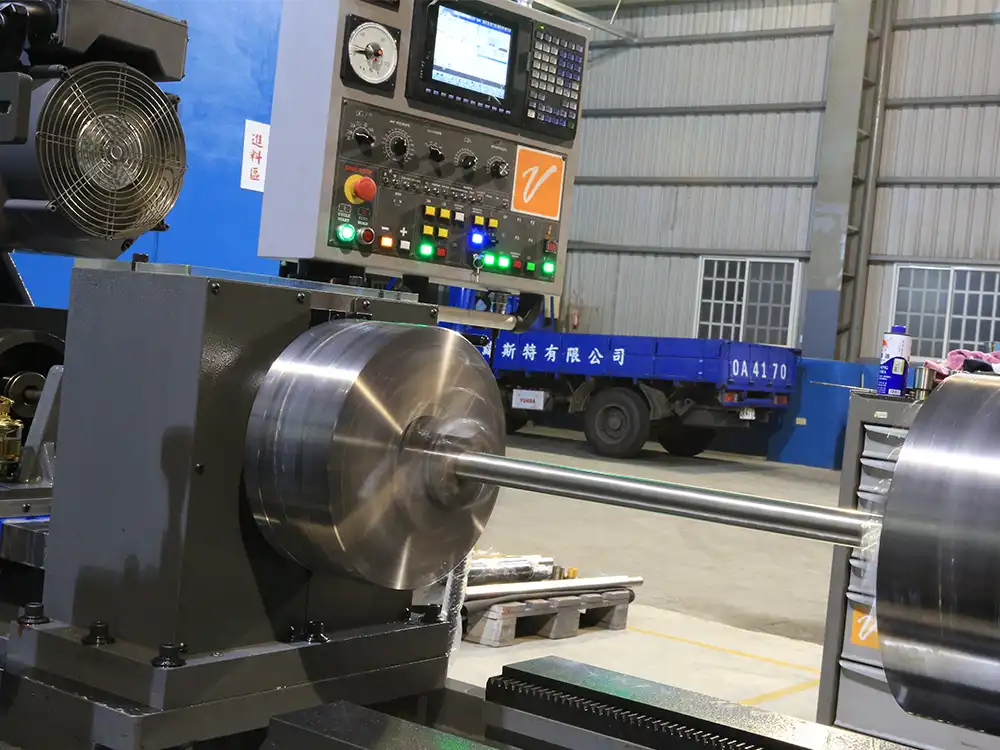
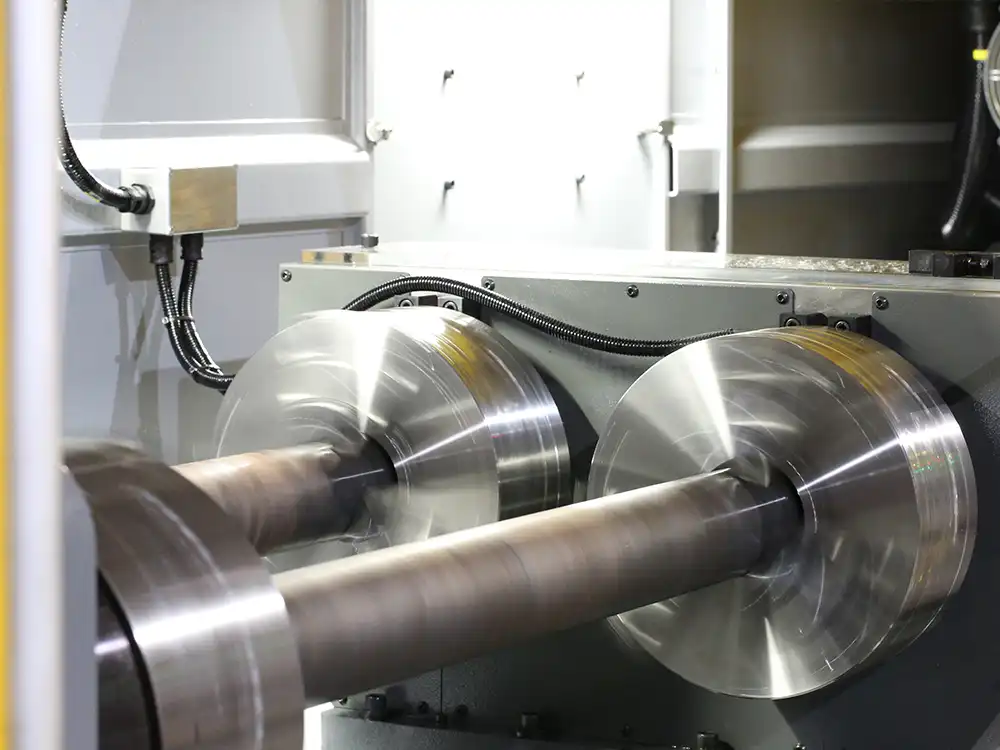
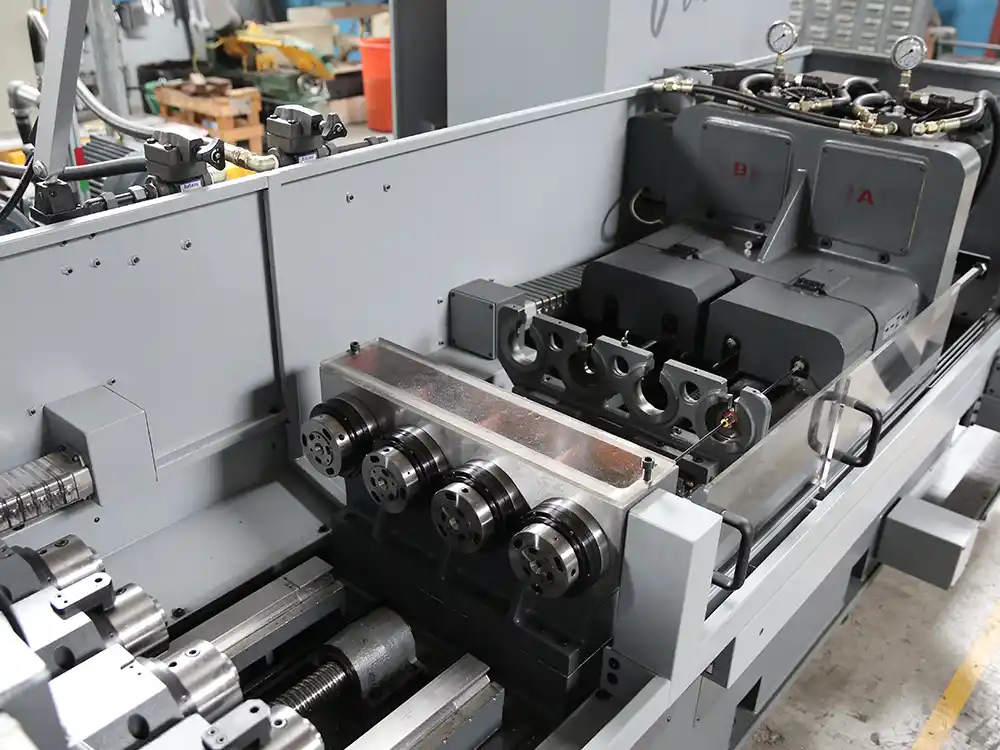
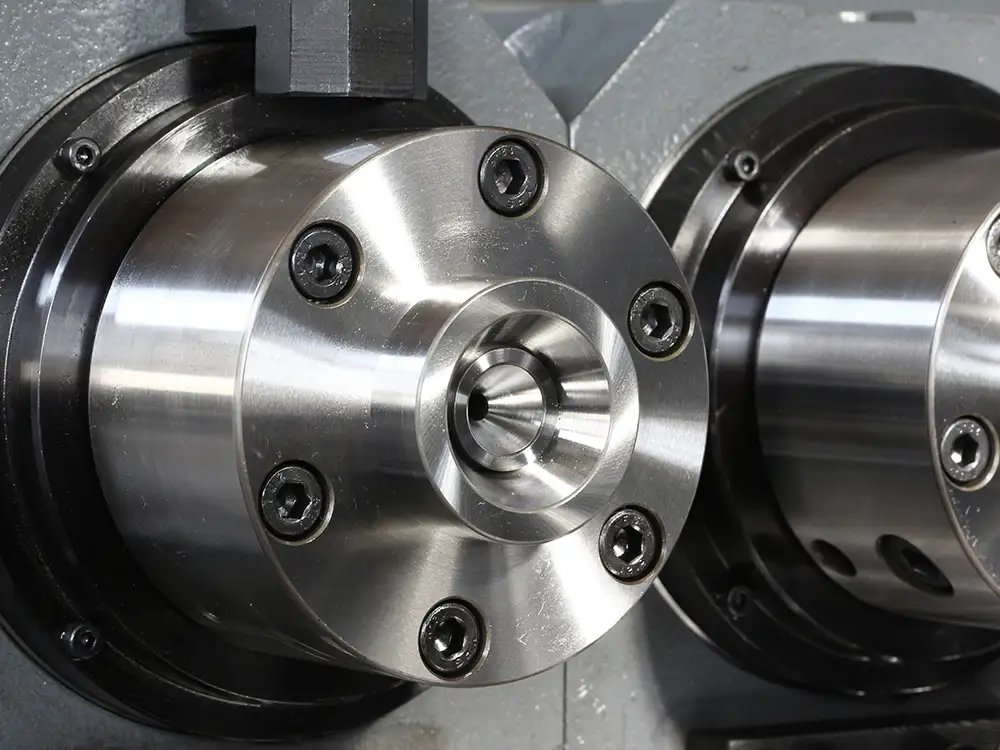
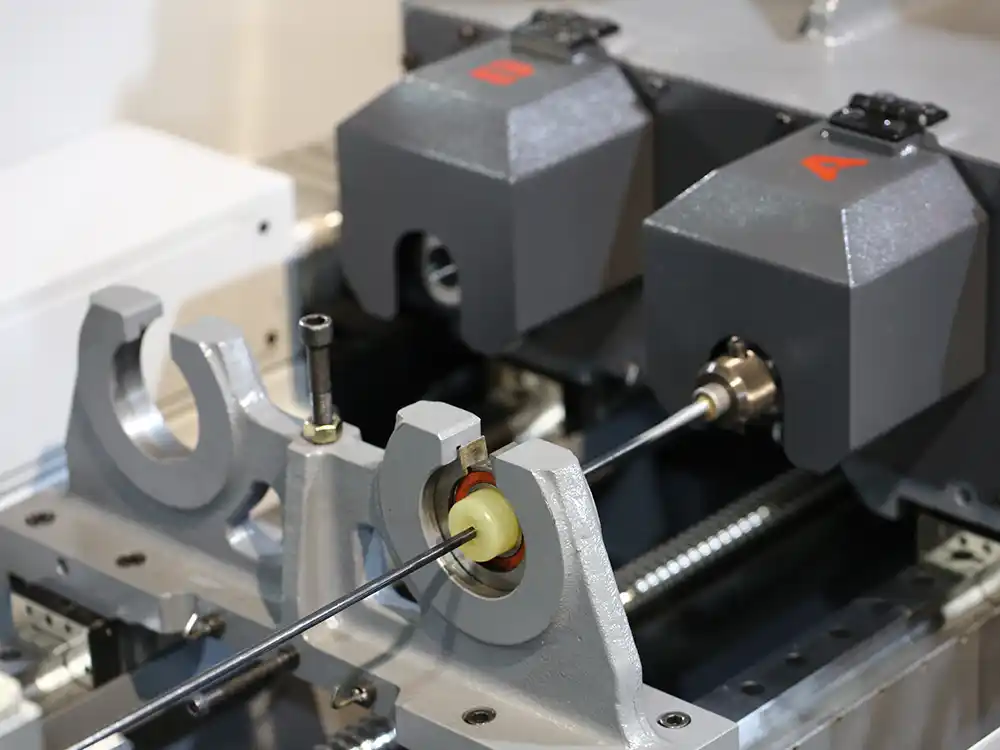
槍鑽系統R-軸心孔位槍鑽鑽孔機 軸心孔位 槍鑽鑽孔機 Mediun Duty Gundrills – 槍鑽系統 – Gun Drilling System – 緯斯特R系列 有單轉與雙轉系統,選擇您最合適的機台 R 系列 - 特點 ▪ R1-2000R → R系列(適用圓型棒材加工)▪ R1-2000R → 1主軸機型▪ R1-2000 R→ 鑽孔深度2000mm▪ R1-2000R → 雙轉機型(刀具、工件皆旋轉) ▪ 靈活的設計,可針對使用者的需求而做變化,有1主軸、2主軸、4主軸等類型供選擇,鑽孔深度從500mm~3000mm,同時還有雙轉機型可對應更高品質的加工需求。▪ 面對日益艱難的競爭環境,加工效率顯的更為重要,緯斯特R系列機台結構剛性全面強化,非常適合搭配高效率捨棄式槍鑽,進而提昇產能與市場競爭力。 1主軸機型 2主軸機型 4主軸機型 產品規格 1主軸-單轉 1主軸-雙轉 2主軸-單轉 2主軸-雙轉 4主軸 1主軸-單轉 型號R1-1000R1-1500鑽孔直徑Ø3~30mm (選配:Ø4~40mm)鑽孔深度1000mm1500mm主軸數11夾頭尺寸10″ (選配:12″)10″ (選配:12″)刀具旋轉VV工件旋轉XX控制系統Fanuc / MitsubishiFanuc / Mitsubishi 1主軸-雙轉 型號R1-1000RR1-1500RR1-2000RR1-3000R鑽孔直徑Ø3~30mm (選配:Ø4~40mm)鑽孔深度1000mm1500mm2000mm3000mm主軸數1111夾頭尺寸10″ (選配:12″)10″ (選配:12″)刀具旋轉VVVV工件旋轉VVVV控制系統Fanuc / MitsubishiFanuc / Mitsubishi 2主軸-單轉 型號R2-500R2-1000R2-1500鑽孔直徑Ø3~30mm (選配:Ø4~40mm)鑽孔深度500mm1000mm1500mm主軸數222夾頭尺寸10″10″10″刀具旋轉VVV工件旋轉XXX控制系統Fanuc / MitsubishiFanuc / MitsubishiFanuc / Mitsubishi 2主軸-雙轉 型號R2-500RR2-1000RR2-1500R鑽孔直徑Ø3~30mm (選配:Ø4~40mm)鑽孔深度500mm1000mm1500mm主軸數222夾頭尺寸10″10″10″刀具旋轉VVV工件旋轉VVV控制系統Fanuc / MitsubishiFanuc / MitsubishiFanuc / Mitsubishi 4主軸 型號R4-500R4-500RR4-600R4-600RR4-1000R4-1000R鑽孔直徑Ø3~25mm (選配:Ø4~40mm)Ø3~25mm (選配:Ø4~40mm)鑽孔深度500mm500mm600mm600mm1000mm1000mm主軸數444444夾頭尺寸7″ 7″7″ (選配:錐盤)7″7″刀具旋轉VVVVVV工件旋轉XVXVXV控制系統Fanuc / MitsubishiFanuc / MitsubishiFanuc / Mitsubishi 標準配件 排屑機與鐵屑車 電器箱冷氣機 紙帶過濾機 切削液冷卻機 切削液泵浦 刀具中心架 工作燈 工具箱 操作手冊 選擇配件 刀導套 中心架導套 槍鑽刃口研磨機 全罩式鈑金 脫油機 變壓器 機台特點 1主軸 2主軸 4主軸 應用案例 精密螺桿驅動 2主軸機型 4主軸機型 汽車零件槍鑽加工 JIS SCM440 4主軸機型 滾珠螺桿槍鑽加工 2主軸機型 4主軸機型 機械零件鑽孔 Mitsubishi 觸控面板控制器 操作面板 Tungaloy Ø40.2mm捨棄式槍鑽應用 2主軸機型 4主軸機型 4主軸機型 操作面板&滑軌式操作箱 2主軸機型-手動夾頭 硬軌 一主軸機型 汽車零件槍鑽加工 JIS SUS630 一主軸機型 4主軸機型 食品機械零件槍鑽加工 JIS SUS630 鏟花 機上搪孔 軸心鑽孔 槍鑽系統 2主軸機型 刀具中心架 4主軸機型 一主軸機型 軸心孔位槍鑽加工 產品影片 播放影音 1主軸槍鑽機 播放影音 Botek 07型 捨棄式槍鑽 播放影音 單軸雙轉槍鑽機械 播放影音 2軸雙轉槍鑽機 播放影音 Botek 01型 捨棄式槍鑽 播放影音 單軸雙轉槍鑽機械
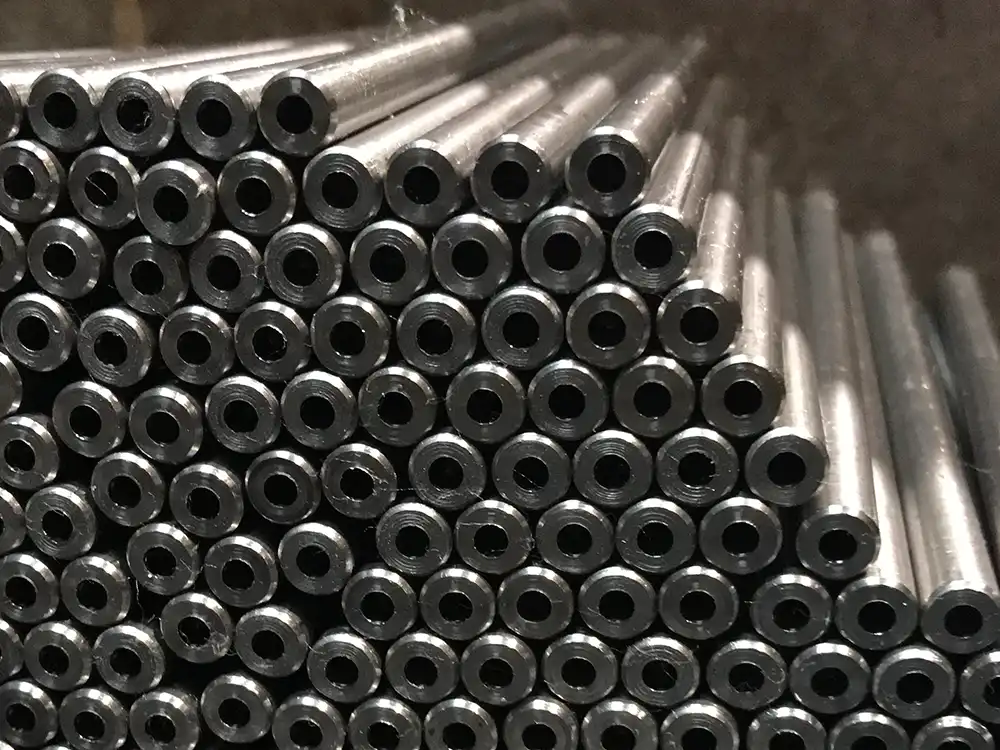
槍鑽系統RS-微小孔槍鑽鑽孔機 微小孔徑 槍鑽鑽孔機 Micro Drilling Gundrills – 槍鑽系統 – Gun Drilling System – RS 系列 - 特點 ▪ RS4-300R → RS系列(圓棒材微小孔加工)▪ RS4-300R → 4主軸機型▪ RS4-300 R→ 鑽孔深度300mm▪ RS4-300R → 雙轉機型(刀具、工件皆旋轉) ▪ 有2主軸機型,亦有高效能4主軸機型,搭配雙轉系統,讓鑽孔品質更佳也更穩定。▪ RS系列機台有8,000 rpm主軸、12,000 rpm,還有15,000 rpm主軸,多元選擇更貼近需求。 2主軸機型 4主軸機型 產品規格 型號RS2-300RS2-300RRS4-300RRS4-500R鑽孔直徑Ø3~15mmØ1.5~6mm (選配:Ø2~10mm)Ø2~10mm鑽孔深度300mm300mm300mm500mm主軸數2244夾頭尺寸7"6"4"4"刀具旋轉VVVV工件旋轉XVVV主軸中心距250mm250mm152.4mm152.4mm排屑槽寬180mm180mm122mm(選配:142mm)控制系統Fanuc / MitsubishiFanuc / Mitsubishi 標準配件 排屑機與鐵屑車 電器箱冷氣機 紙帶過濾機 切削液冷卻機 切削液泵浦 刀具中心架 工作燈 工具箱 操作手冊 選擇配件 刀導套 中心架導套 槍鑽刃口研磨機 全罩式鈑金 脫油機 變壓器 機台特點 應用案例 4主軸機型 自行車零件槍鑽加工 Mitsubishi 觸控面板控制器 4主軸機型 軸心鑽孔 Ø1.5mm x 100mmL 滾柱型線軌 操作面板 錐盤夾持 槍鑽系統 錐盤夾持 精密螺桿驅動 機械零件鑽孔 2主軸機型 2主軸機型 汽車零件槍鑽加工 JIS SUS630 滾柱型線軌
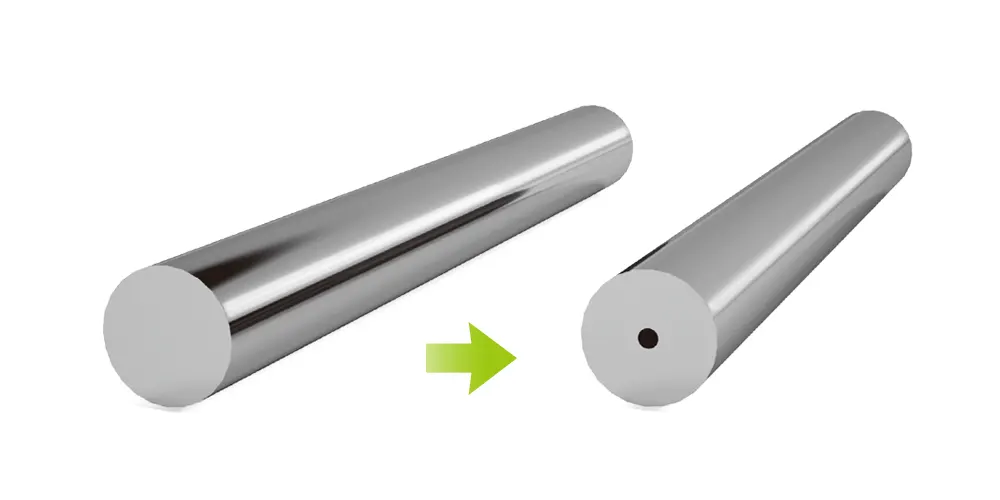
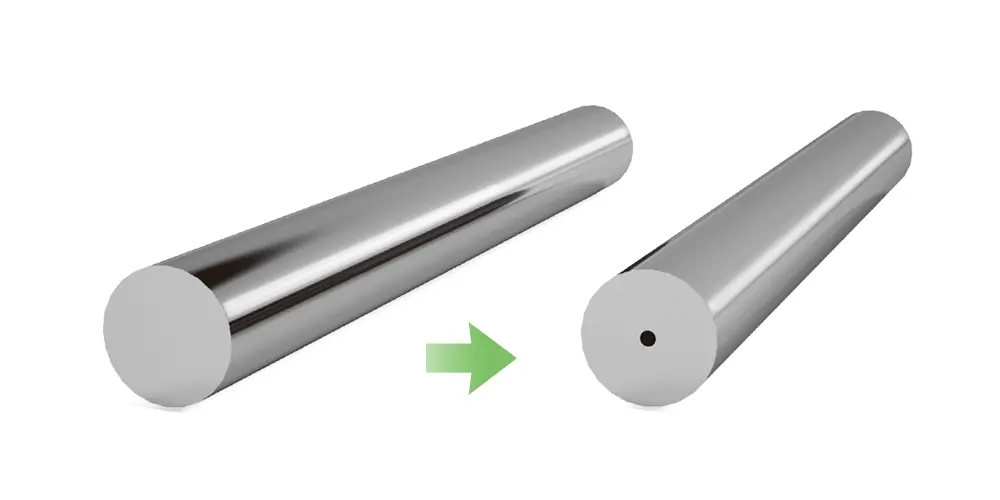
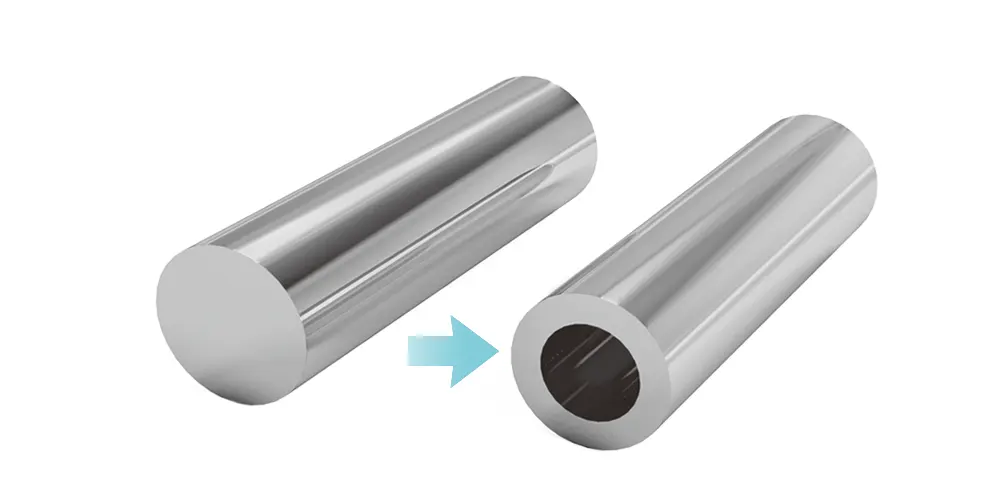
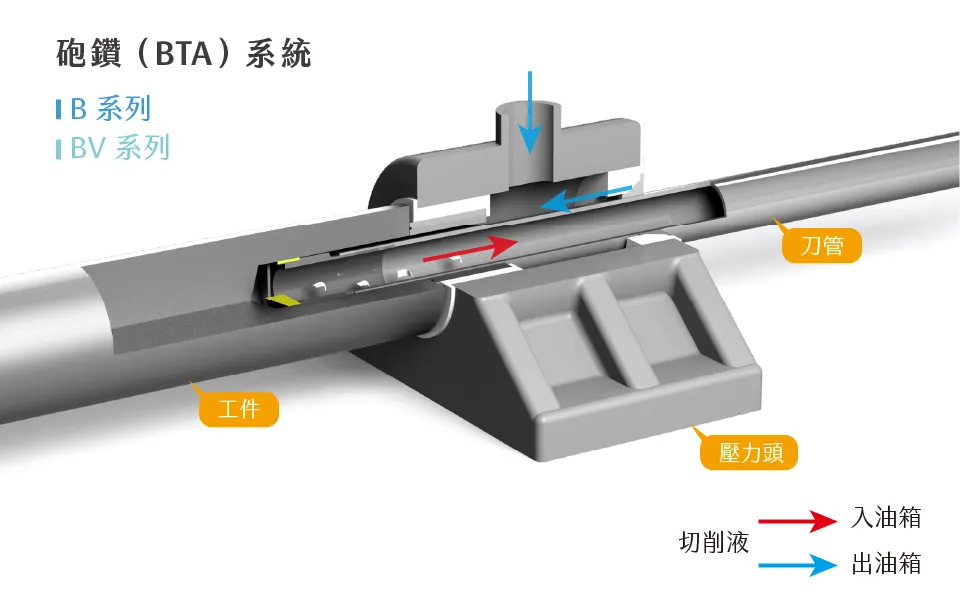
深孔加工資訊推薦深孔加工機械 尋找 合適機台 緯斯特深孔鑽機械種類繁多,該如何選擇合適機型?我們提供了幾個方式,讓您可以更容易的找到合適的機台 依 鑽孔直徑 選擇 依 鑽孔深度 選擇 依 工件外型 選擇 依 鑽孔方式 選擇 依鑽孔直徑選擇 Ø1.5 ~ 6mm RS系列適用於微小孔、細微孔槍鑽機 Ø3 ~ 40mm R系列適高效能槍鑽機、深孔鑽孔機;用於軸心孔位鑽孔,可依客戶需求高度客製化機型。S系列動柱式平台槍鑽機;具有銑床功能與第四軸,適合於模具深孔加工小型平台式槍鑽機、深孔鑽孔機;具有X, Y與Z軸,可做偏心孔位深孔加工F系列具有X, Y與Z軸,可做偏心孔位深孔加工FC系列具有X與Z軸,適用於加熱板深孔加工 Ø18 ~ 150mm B系列砲鑽BTA系統,適用於軸心孔位深孔加工。排齒驅動。 Ø30 ~ 150mm BV系列砲鑽BTA系統,適用於軸心孔位深孔加工。螺桿驅動。 依鑽孔深度選擇 0 ~ 500mm RS系列小型槍鑽機、深孔鑽孔機R系列高效能槍鑽機、深孔鑽孔機;可依客戶需求高度客製化機型 500 ~ 1,000mm R系列高效能槍鑽機、深孔鑽孔機;可依客戶需求高度客製化機型F系列小型平台式槍鑽機、深孔鑽孔機;具有X, Y與Z軸,可做偏心孔位深孔加工BV系列軸心孔位BTA砲鑽鑽孔機,適用於圓棒材料深孔加工 1,000 ~ 2,000mm R系列高效能槍鑽機、深孔鑽孔機;可依客戶需求高度客製化機型S系列動柱式平台槍鑽機;具有銑床功能與第四軸,適合於模具深孔加工F系列小型平台式槍鑽機、深孔鑽孔機;具有X, Y與Z軸,可做偏心孔位深孔加工FC系列具有X與Z軸,適用於加熱板深孔加工BV系列軸心孔位BTA砲鑽鑽孔機,適用於圓棒材料深孔加工B系列巨型軸心孔位BTA砲鑽鑽孔機,適用於圓棒材料深孔加工 2,000 ~ 6,000mm R系列高效能槍鑽機、深孔鑽孔機;可依客戶需求高度客製化機型BV系列軸心孔位BTA砲鑽鑽孔機,適用於圓棒材料深孔加工B系列巨型軸心孔位BTA砲鑽鑽孔機,適用於圓棒材料深孔加工 依工件外型選擇 偏心孔位深孔加工、斜度鑽孔、銑平面、攻牙 ✔ S系列﹥具有動柱式設計與BT-50銑頭,並搭載旋轉工作台,適合用於巨型模具加工 偏心孔位深孔加工 ✔ F系列﹥小型床式深孔加工機,有X、Y與Z軸,可做偏心孔位加工 加熱板深孔加工 ✔ FC系列﹥具有X與Z軸,適用於加熱板深孔加工 軸心孔位,圓棒材深孔加工 ✔ R系列﹥高效能槍鑽機、深孔鑽孔機;可依客戶需求高度客製化機型 微小孔、細微孔,軸心孔位深孔加工 ✔ RS系列﹥小型槍鑽機、深孔鑽孔機 軸心孔位,大孔徑深孔加工 ✔ BV系列﹥軸心孔位BTA砲鑽鑽孔機,適用於圓棒材料深孔加工✔ B系列﹥巨型軸心孔位BTA砲鑽鑽孔機,適用於圓棒材料深孔加工 依鑽孔方式選擇 ❶ 槍鑽系統 槍鑽系統是屬外排屑的加工系統,乾淨與冰冷的切削液經由槍鑽鑽管進入切削區域,提供槍鑽切削時潤滑與降溫;切下之鐵屑會隨著切削液經由槍鑽的V型槽排出,再掉落於導屑槽(集屑槽)內。槍鑽系統較適用於孔徑Ø40mm以下的深孔加工。緯斯特有四款配有槍鑽系統的深孔加工機,客戶可依不同的需求選擇最合適的機型。 ✔ RS系列﹥適合做軸心孔位加工,細微小孔深孔加工機✔ R系列 ﹥高效能深孔加工機,適合做軸心孔位加工,可提供客製化服務✔ S系列﹥具有動柱式設計與BT-50銑頭,並搭載旋轉工作台,適合用於巨型模具加工✔ F系列﹥小型床式深孔加工機,有X、Y與Z軸,可做偏心孔位加工✔ FC系列﹥具有X與Z軸,針對加熱板鑽孔而設計的機台 ❷ BTA 單管砲鑽系統 BTA為內排屑之加工系統,依刀具型式又分“單管BTA系統“與“雙管BTA系統“,緯斯特的BTA砲鑽機型全系統使用效能較佳的“單管BTA系統“,乾淨與冰冷的切削液經過機台上的壓力頭送進切削區,提供BTA鑽頭切削時潤滑與降溫;切下之鐵屑隨著大量的切削液被帶進鑽管裡,再經由深孔加工機的主軸頭末端排出。緯斯特的BTA砲鑽加工機依鑽孔能力(深度)之不同,規劃滾珠螺桿傳動與精密排齒傳動等兩種機型,滿足客戶不同的需求。 ✔ B系列 ﹥精密排齒傳動,適合巨型工件於軸心孔位加工✔ BV系列﹥滾珠螺桿傳動,適合軸心孔位加工
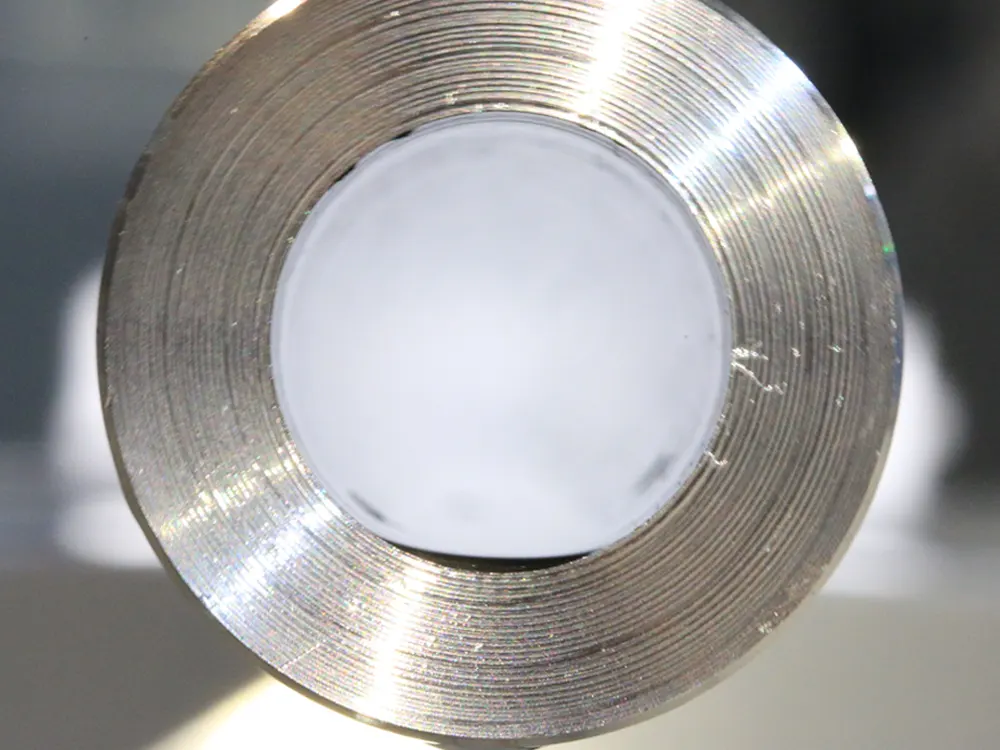
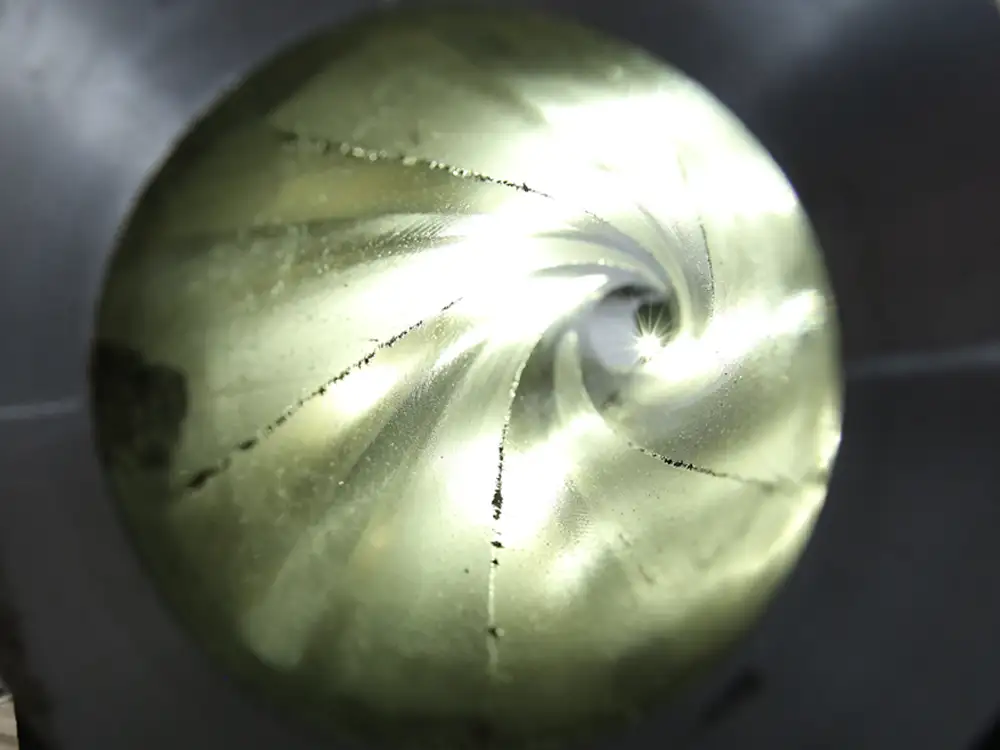
深孔加工資訊深孔鑽孔、深孔加工。常見問題與解決方式 -深孔鑽孔、深孔加工- 常見問題 解決方法 孔表面粗糙 鑽頭折斷 加工口呈喇叭型 鑽頭壽命低 其他 孔表面粗糙 1.同軸度不佳2.切削速度過低3.刀具幾何形狀不正確 解決方案 1.調整機台主軸與刀導套的同軸度2.切削速度要根據工件材質等條件去計算3.改變切削刃幾何角度與導向塊的形狀 查看其他問題 - 解決方案 鑽頭折斷 1.斷屑情況不佳,鐵屑排不出來2.進給量過大、過小、不平均3.鑽頭過度磨損4.使用切削液不合適 解決方案 1.改變斷屑槽尺寸,避免過長、過淺2. 如有崩刃情況應及時更換3.加大切削液的壓力及流量 ; 採用材質均勻的工件4.採用適合工件的切削用量5.應定期更換鑽頭,避免過度磨損6.選用合適的切削液並改善過濾情況 查看其他問題 - 解決方案 加工口呈喇叭型 同軸度不佳 解決方案 調整機台主軸、刀導套及支撐套的同軸度 ; 採用適合的刀導套直徑及同時更換磨損過大的導套。 查看其他問題 - 解決方案 鑽頭壽命低 1.切削速度過高或過低,進給量過大2.使用不正確的鑽頭3.使用切削液不合適 解決方案 1.採用適合工件的切削用量2.更換刀具材質及變動導向塊的位子、形狀3.選用合適的切削液並改善過濾情況 查看其他問題 - 解決方案 其他 1.切屑成帶狀2.切屑過小3.切屑過大 解決方案 1.改變斷屑槽及切削刃的幾何形狀 2.調整進給量避免過小 3.挑選工件較均勻材質 4.改變斷屑槽的幾何形狀 查看其他問題 - 解決方案 聯絡我們 聯絡我們 客服信箱 深孔加工、深孔鑽 什麼是"深孔加工、深孔鑽"? 了解更多 應用案例 -深孔鑽孔、深孔加工- 了解更多 使用者體驗 記錄與經驗的累積,造就好品質 更多分享



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}