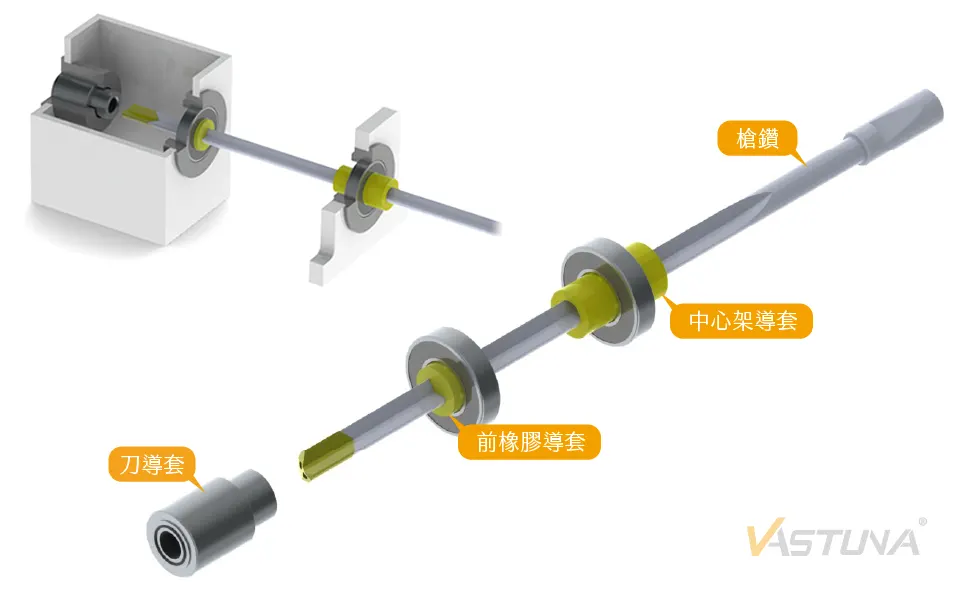
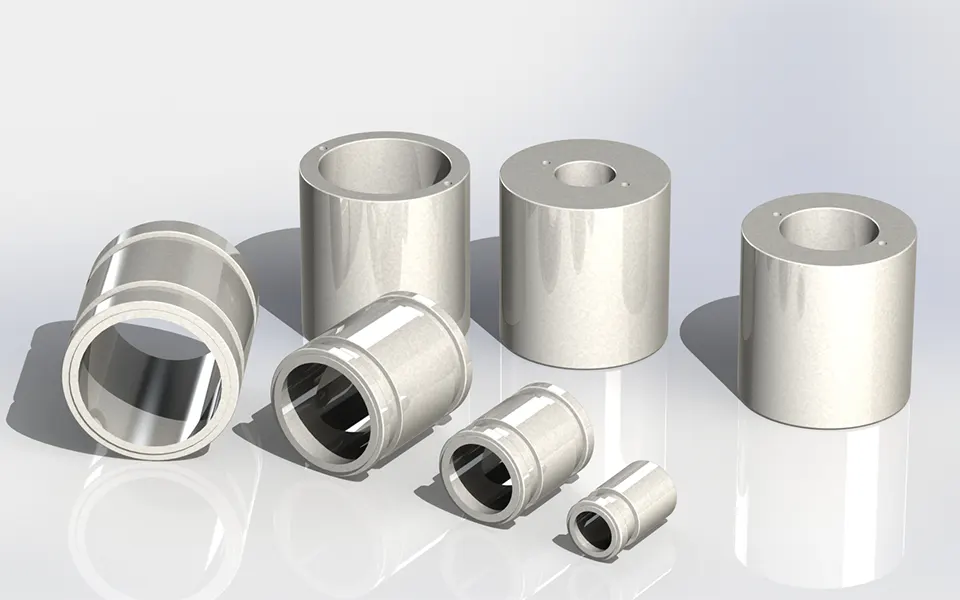
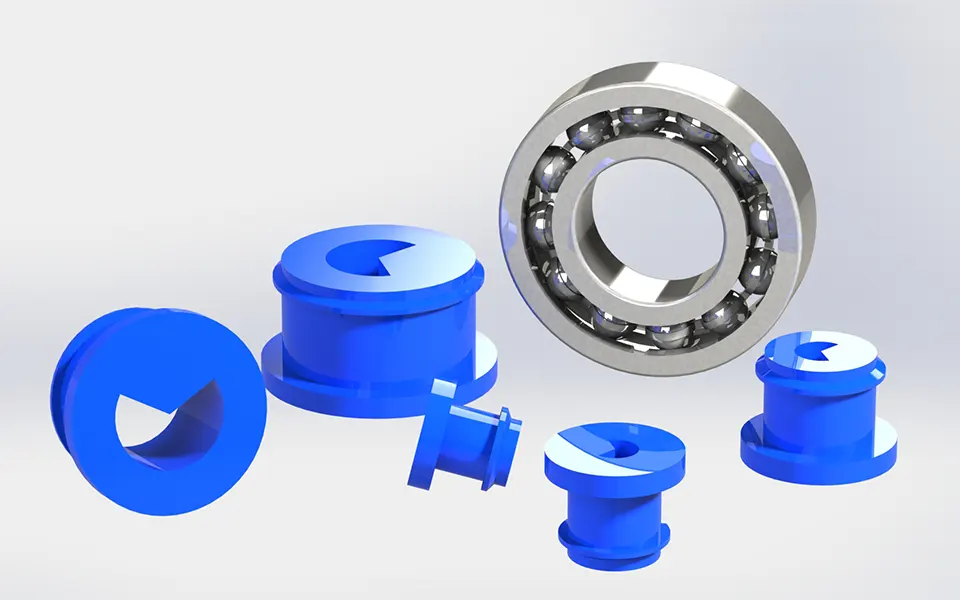
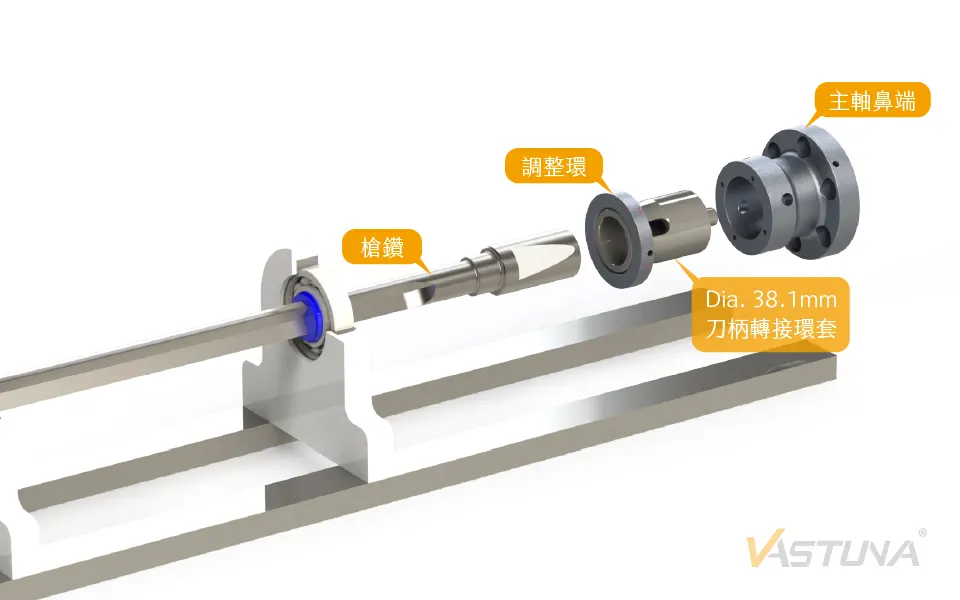
槍鑽因是單刃切削的刀具,當槍鑽在接觸被加工的工件表面時,會產生劇烈震動,此時容易造成槍鑽刀具的崩損,所以在加工時必需搭配刀導套,利用刀導套將槍鑽刀頭限制並降低震動,同時再搭配支撐性佳與抗震性佳的橡膠導套,可以有效提昇槍鑽刀具的壽命並提昇加工品質。緯斯特不僅供應高品質深孔加工機(深孔鑽孔機),同時也有高精度與高品質的刀導套、前橡膠導套、中心架導套等刀部位配件供客戶搭配機台使用。
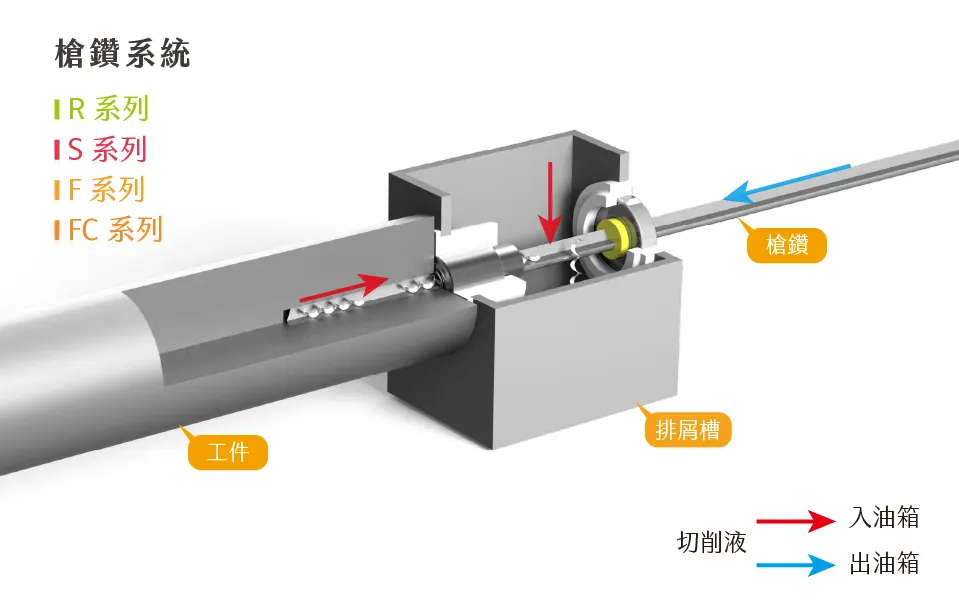
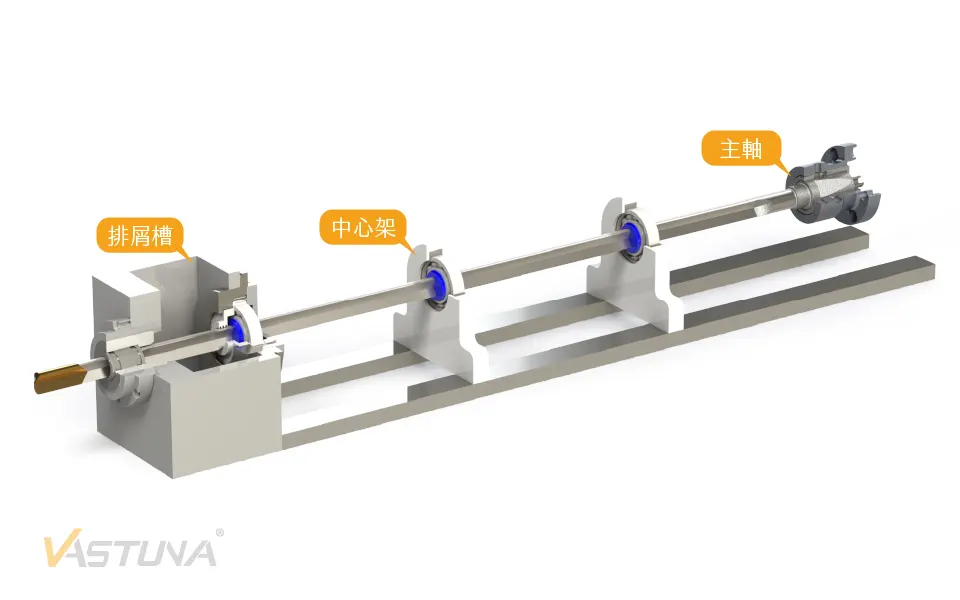
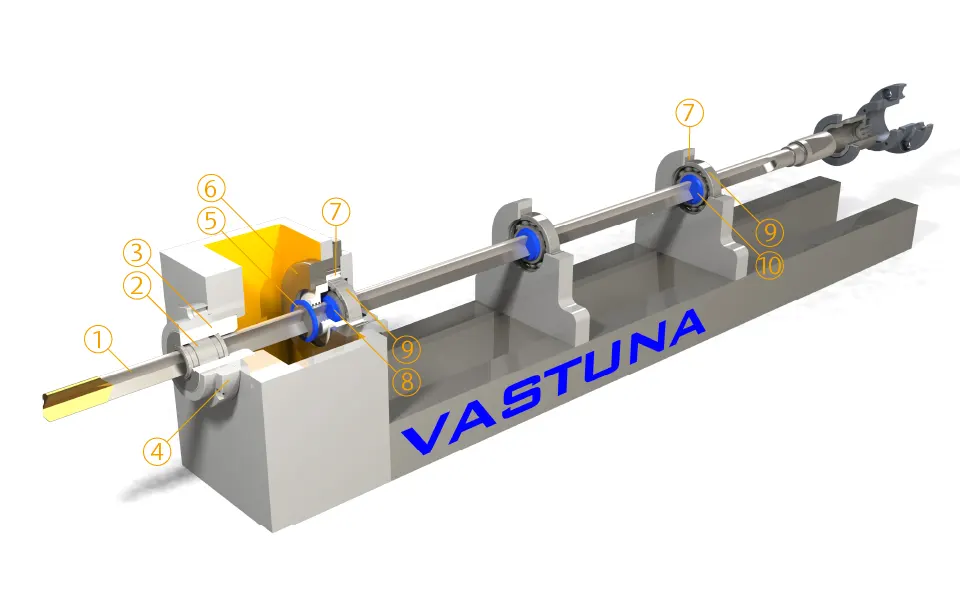
槍鑽系統需要求一個排屑槽與數種支撐導套來支撐槍鑽刀具,同時我們也需利用這些用來支撐的導套與配件,讓刀具與機械可以更完美的結合。