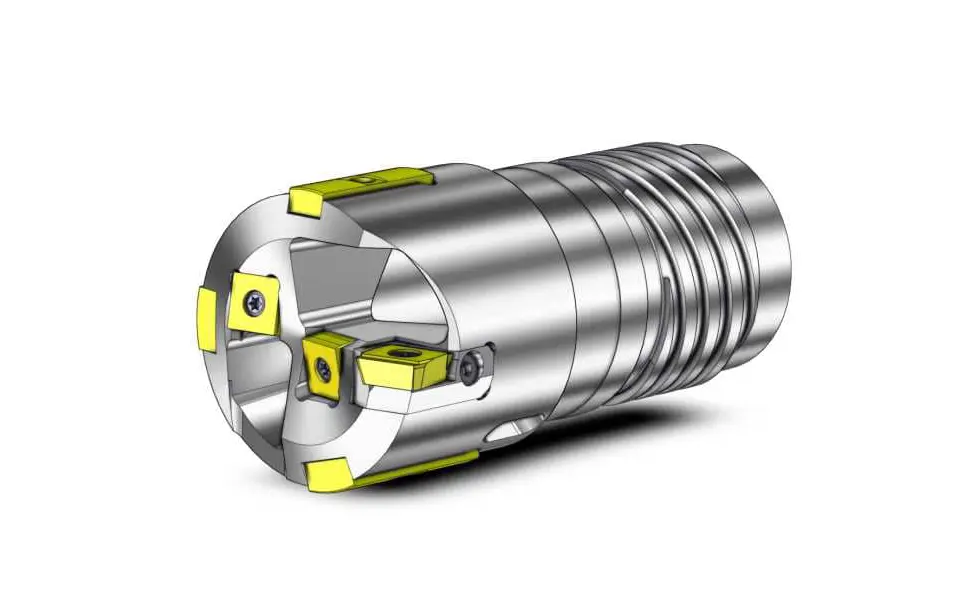
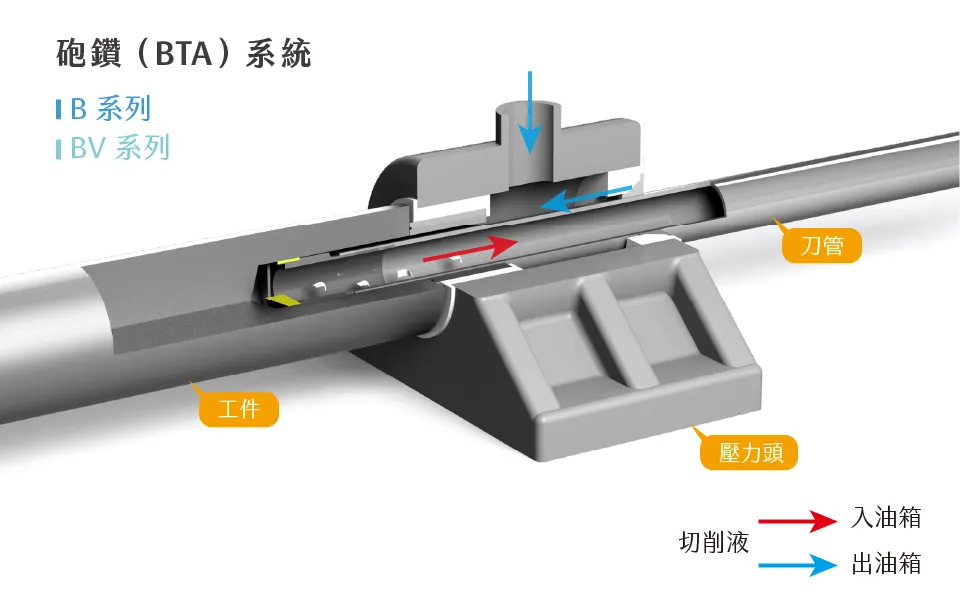
深孔加工刀具BTA砲鑽刀具 BTA深孔鑽 刀具 BTA drilling tools – 深孔加工刀具 & 鑽頭 – Gundrill & BTA tooling – 緯斯特 原裝進口 德國 BTA、德國 TBT、日本泰珂洛 Tungaloy 台灣地區原廠授權經銷商 ▪ BTA鑽頭▪ BTA鑽桿▪ BTA刀片▪ BTA配件 德國BTA 位於德國不來梅Bremen的BTA深孔系統有限公司,擁有60多年的歷史,專精於生產與製造大直徑深孔鑽頭與深孔相關配件。▪ 實心鑽▪ 留心鑽▪ 擴孔鑽▪ 刮銷/滾光刀頭 日本泰珂洛 Tungaloy IMC集團旗下子公司Tungaloy,授權緯斯特在台販售Unitac深孔刀具等產品。▪ 實心鑽▪ 焊刃式刀頭 另有槍鑽刀具、配件 歡迎詢問 聯絡我們 客服信箱 BTA 單管砲鑽系統 BTA為內排屑之加工系統,依刀具型式又分“單管BTA系統“與“雙管BTA系統“,緯斯特的BTA砲鑽機型全系統使用效能較佳的“單管BTA系統“,乾淨與冰冷的切削液經過機台上的壓力頭送進切削區,提供BTA鑽頭切削時潤滑與降溫;切下之鐵屑隨著大量的切削液被帶進鑽管裡,再經由深孔加工機的主軸頭末端排出。緯斯特的BTA砲鑽加工機依鑽孔能力(深度)之不同,規劃滾珠螺桿傳動與精密排齒傳動等兩種機型,滿足客戶不同的需求。
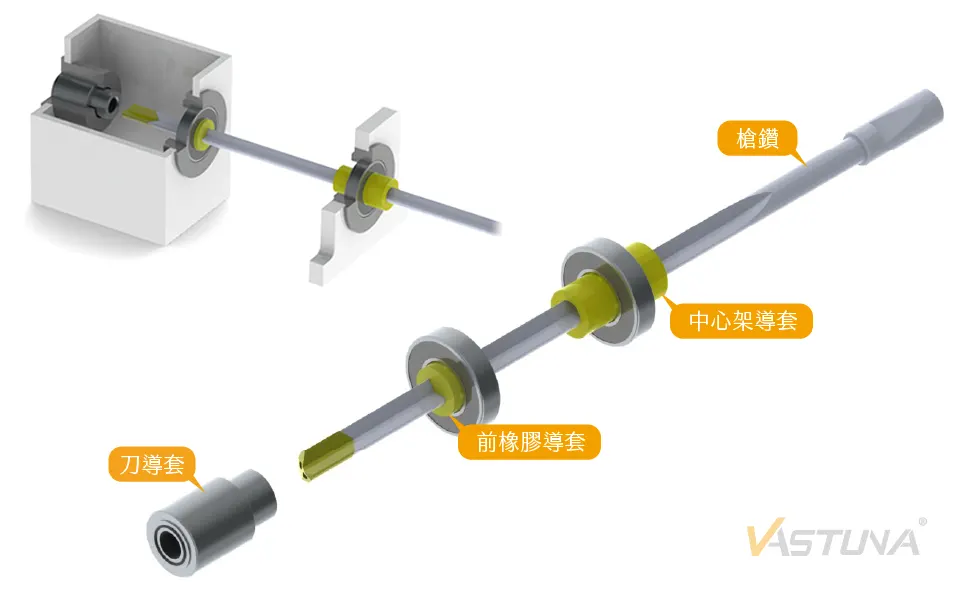
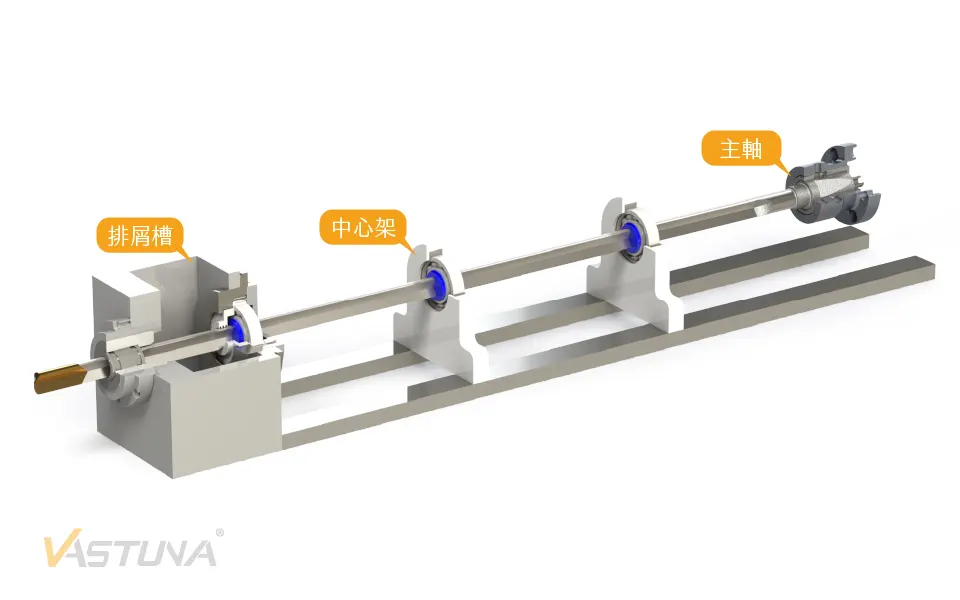
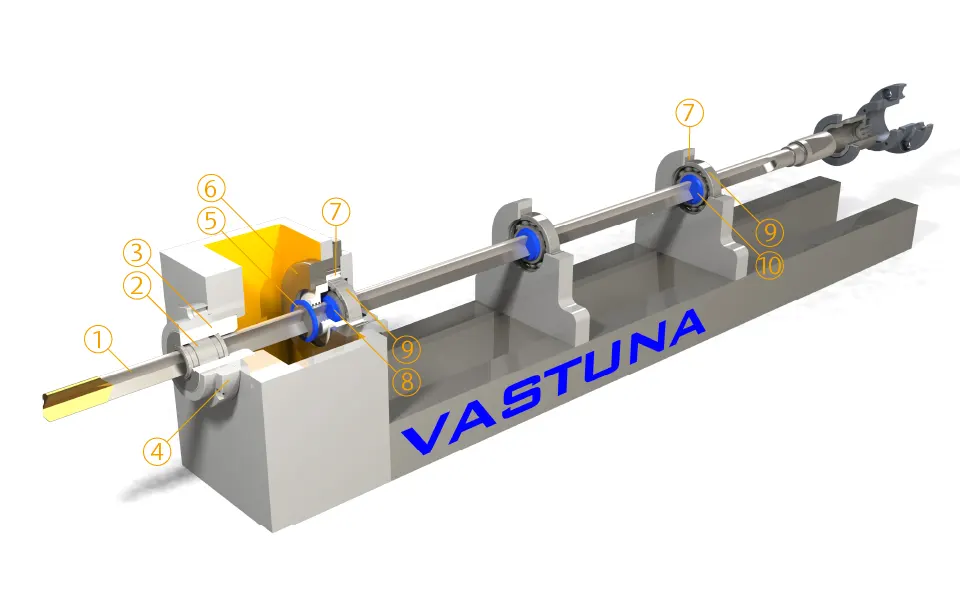
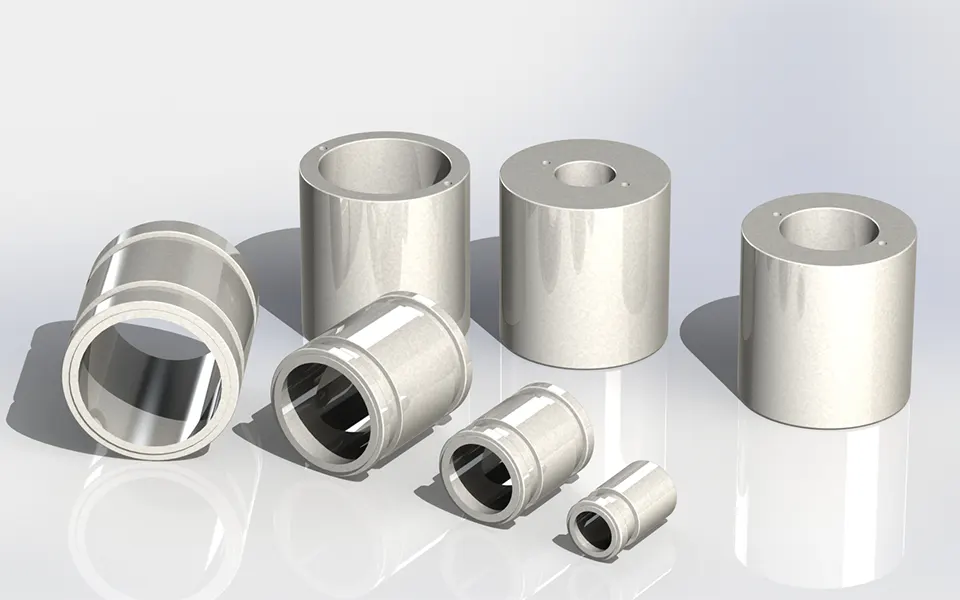
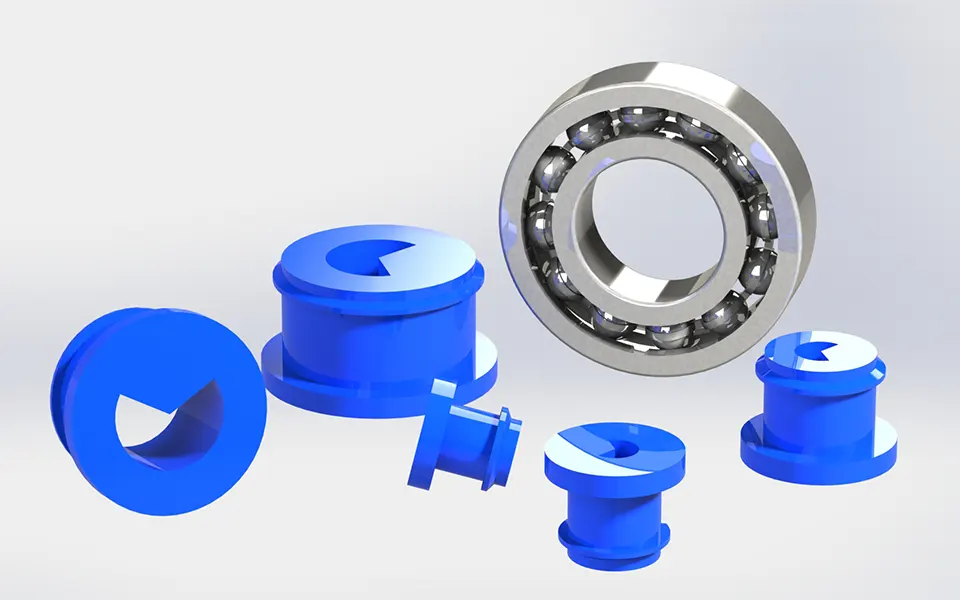
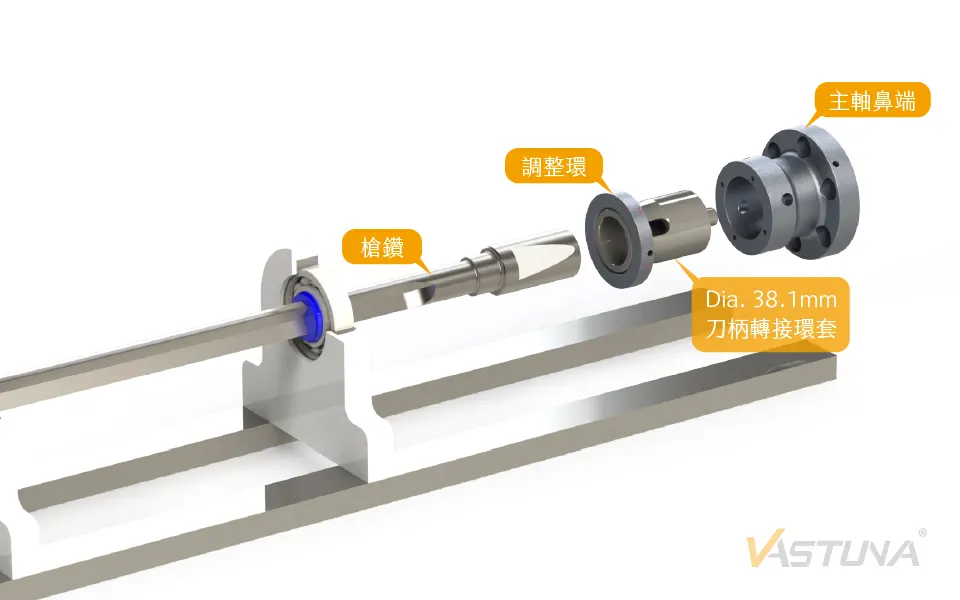
槍鑽刀部位配件槍鑽刀部位配件 槍鑽 刀部位配件 Gundrill tool parts – 槍鑽刀部位配件 – Gundrill tool parts – 緯斯特 原裝進口 高精度與高品質 原廠授權經銷商 ▪ 刀導套▪ 前橡膠導套▪ 中心架導套▪ 刀柄轉接環套 槍鑽 - 深孔鑽 槍鑽為單刃外排屑深孔鑽,由於此工藝最早應用於加工槍管,故通常稱為“槍鑽”。槍鑽主要適合於孔深度與孔直徑比於10~150倍的深孔加工,特別是Ø2mm~Ø40mm的深孔加工。其工作原理是槍鑽柄部被夾持在機床主軸上,鑽頭通過刀導套進入工件表面,進入後鑽頭外圓弧面具有導向作用和擠壓孔作用。這時高壓切削液通過鑽頭中的小孔送到切削區域內,進行冷卻、潤滑並幫助排屑;切屑和切削液順著鑽頭的V形槽排出。 刀部位配件 槍鑽因是單刃切削的刀具,當槍鑽在接觸被加工的工件表面時,會產生劇烈震動,此時容易造成槍鑽刀具的崩損,所以在加工時必需搭配刀導套,利用刀導套將槍鑽刀頭限制並降低震動,同時再搭配支撐性佳與抗震性佳的橡膠導套,可以有效提昇槍鑽刀具的壽命並提昇加工品質。緯斯特不僅供應高品質深孔加工機(深孔鑽孔機),同時也有高精度與高品質的刀導套、前橡膠導套、中心架導套等刀部位配件供客戶搭配機台使用。槍鑽系統需要求一個排屑槽與數種支撐導套來支撐槍鑽刀具,同時我們也需利用這些用來支撐的導套與配件,讓刀具與機械可以更完美的結合。 部件名稱 槍鑽 刀導套 刀導套轉接環套 刀導套基座 鐵屑擋片 前橡膠導套基座 軸承轉接環套 前橡膠導套 6207軸承 中心架導套 在此圖中,可以看到槍鑽刀具安裝在機台上時,需要有刀導套、前橡膠導套、中心架導套等配件。緯斯特不僅製造高品質深孔加工機械,同時也為客戶解決刀配件上惱人的問題,提供全系列高品質的刀部位配件。 刀導套 使用工具鋼材質,精密研磨製程,成品硬度約為HRC58。刀導套之功用為,導正槍鑽刀具,讓槍鑽刀具穩定進入工件。 前橡膠導套 與 中心架導套 前橡膠導套 – 橡膠材質,功能為阻擋鐵屑,讓鐵屑停止於排屑槽內,同時有油封的效果。中心架導套 – 橡膠材質,安裝於刀具中心架上,支撐槍鑽刀具的同時具有減震的效果。 刀柄轉接環套 除了前述的刀導套、前橡膠導套、中心架導套等配件,這時還需要刀柄轉環套,讓刀具可以穩固的被固定在機械主軸裡。
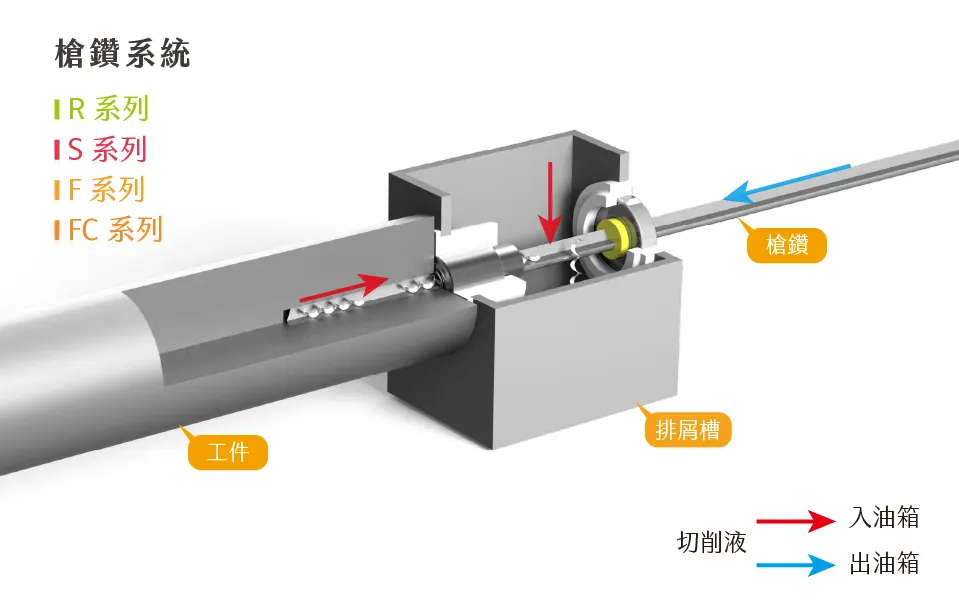
深孔加工刀具槍鑽、深孔鑽刀具 槍 鑽 Gundrill tooling – 深孔加工刀具 & 鑽頭 – Gundrill & BTA tooling – 緯斯特 原裝進口 德國 BTA、德國 TBT、日本泰珂洛 Tungaloy 原廠授權經銷商 ▪ 德國進口槍鑽▪ 焊刃式槍鑽▪ 捨棄式槍鑽▪ 全鎢鋼槍鑽 全鎢鋼槍鑽 直徑:Ø0.5~12mm (微小孔徑) 一般焊刃式槍鑽 直徑:Ø2~40mm 鍍層槍鑽 直徑:Ø2~40mm 另有特殊槍鑽 ▪ 捨棄式槍鑽▪ 底部成型槍鑽▪ 擴孔槍鑽▪ 刀片替換式槍鑽▪ 階梯型槍鑽 另有BTA深孔鑽刀具、配件 歡迎詢問 聯絡我們 客服信箱 深孔鑽 - 槍鑽 槍鑽為單刃外排屑深孔鑽,由於此工藝最早應用於加工槍管,故通常稱為“槍鑽”。槍鑽主要適合於孔深度與孔直徑比於10~150倍的深孔加工,特別是Ø2mm~Ø40mm的深孔加工。其工作原理是槍鑽柄部被夾持在機床主軸上,鑽頭通過刀導套進入工件表面,進入後鑽頭外圓弧面具有導向作用和擠壓孔作用。這時高壓切削液通過鑽頭中的小孔送到切削區域內,進行冷卻、潤滑並幫助排屑;切屑和切削液順著鑽頭的V形槽排出。 槍鑽與麻花鑽 與傳統的麻花鑽相比,槍鑽具有加工精度高、加工時間短、鑽頭壽命高、排屑好的特點,並以連續切削的方式進行。而傳統的麻花鑽每加工大約1~2倍直徑的深度必須退刀排屑,加工精度低、表面粗糙度差,加工效率低、操作勞動強度大,質量難以保證。槍鑽的獨具優點解決了傳統製造業小直徑深孔加工的難題,極大地提高了生產效率,突破了一向影響生產品質、阻礙生產進度的瓶頸,至今已被廣泛應用於汽車工業、航太工業、醫療器材工業、模具和刀具等製造業領域。