深孔鑽(深孔加工)依據鑽孔孔徑大小不同,適用不同的鑽孔系統,緯斯特的深孔加工機械有兩種鑽孔系統供客戶選擇:
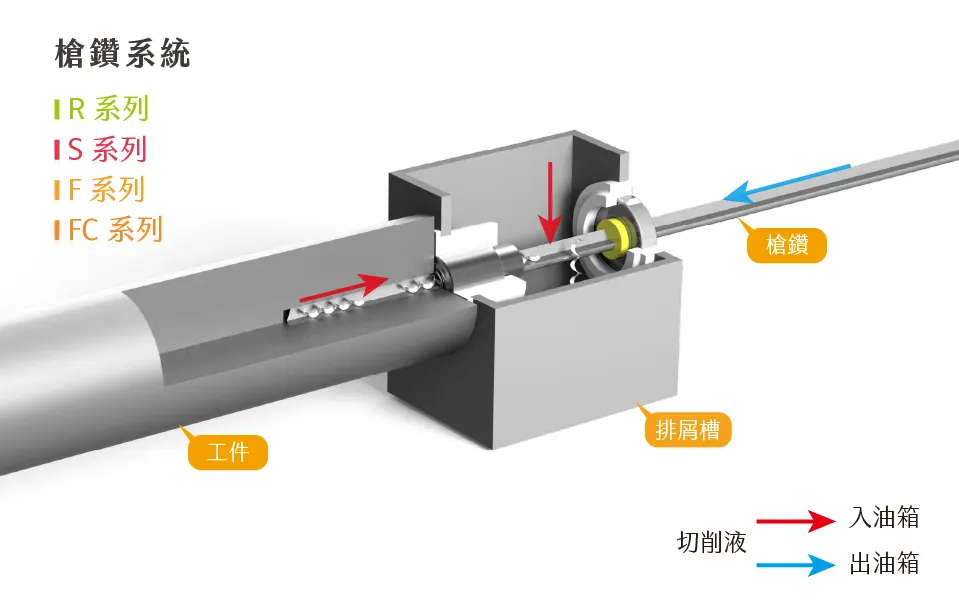
槍鑽系統是屬外排屑的加工系統,乾淨與冰冷的切削液經由槍鑽鑽管進入切削區域,提供槍鑽切削時潤滑與降溫;切下之鐵屑會隨著切削液經由槍鑽的V型槽排出,再掉落於導屑槽(集屑槽)內。槍鑽系統較適用於孔徑Ø40mm以下的深孔加工。其工作原理是槍鑽柄部被夾持在機床主軸上,鑽頭通過刀導套進入工件表面,進入後鑽頭外圓弧面具有導向作用和擠壓孔作用。這時高壓切削液通過鑽頭中的小孔送到切削區域內,進行冷卻、潤滑並幫助排屑;切屑和切削液順著鑽頭的V形槽排出。緯斯特有四款配有槍鑽系統的深孔加工機,客戶可依不同的需求選擇最合適的機型。
✔ RS系列﹥適合做軸心孔位加工,細微小孔深孔加工機✔ R系列 ﹥高效能深孔加工機,適合做軸心孔位加工,可提供客製化服務✔ S系列 ﹥具有動柱式設計與BT-50銑頭,並搭載旋轉工作台,適合用於巨型模具加工✔ F系列 ﹥小型床式深孔加工機,有X、Y與Z軸,可做偏心孔位加工✔ FC系列﹥具有X與Z軸,針對加熱板鑽孔而設計的機台
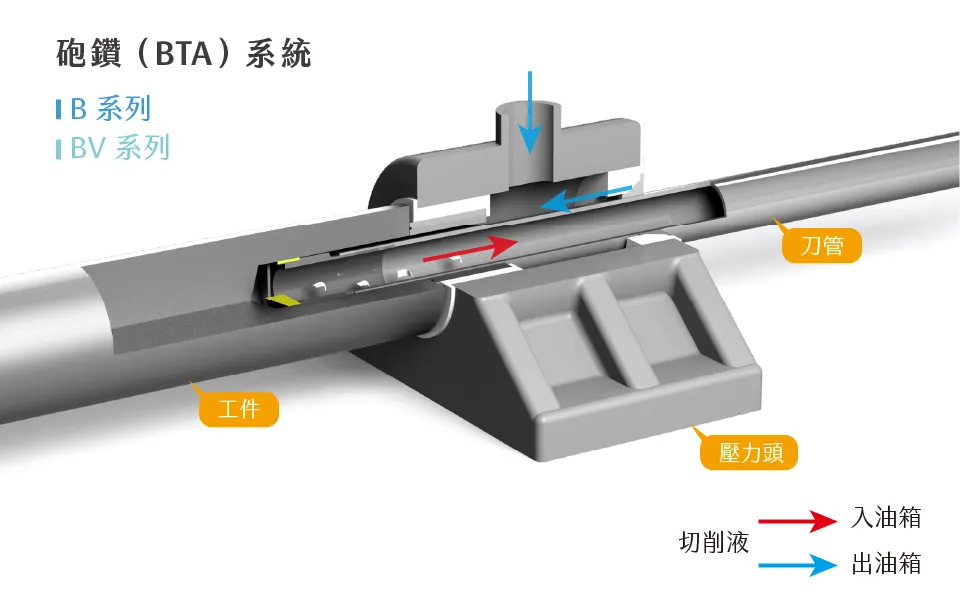
BTA為內排屑之加工系統,依刀具型式又分“單管BTA系統“與“雙管BTA系統“,緯斯特的BTA砲鑽機型全系統使用效能較佳的“單管BTA系統“,乾淨與冰冷的切削液經過機台上的壓力頭送進切削區,提供BTA鑽頭切削時潤滑與降溫;切下之鐵屑隨著大量的切削液被帶進鑽管裡,再經由深孔加工機的主軸頭末端排出。緯斯特的BTA砲鑽加工機依鑽孔能力(深度)之不同,規劃滾珠螺桿傳動與精密排齒傳動等兩種機型,滿足客戶不同的需求。
✔ B系列 ﹥精密排齒傳動,適合巨型工件於軸心孔位加工✔ BV系列﹥滾珠螺桿傳動,適合軸心孔位加工