

提供更好的解決方案







型號 | A |
尺寸 | 1620 x 814 x 180 mm |
容積 | 200 L |




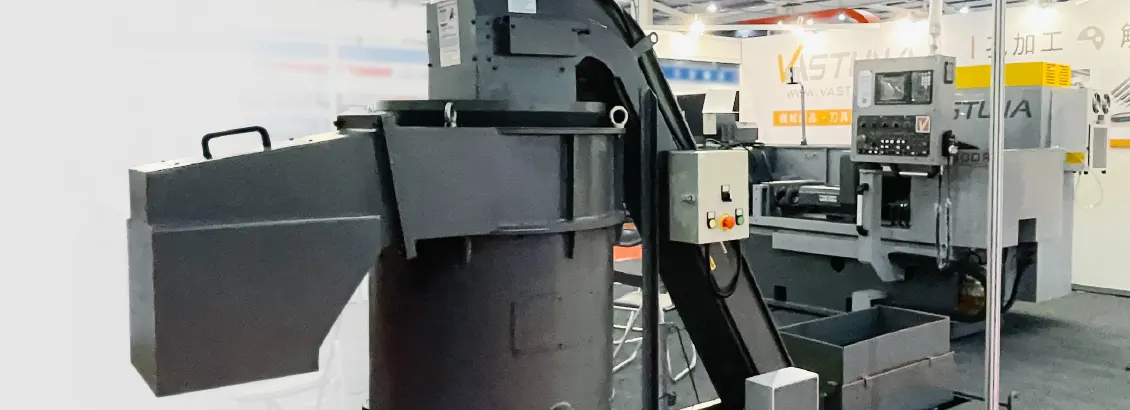
型號 | (A) | (B) |
長 | 2203 mm | 2203 mm |
高 | 2212 mm | 2212 mm |
入屑口尺寸 | 600 x 390 mm | 600 x 390 mm |
排屑口高度 | 1600 mm | 1600 mm |
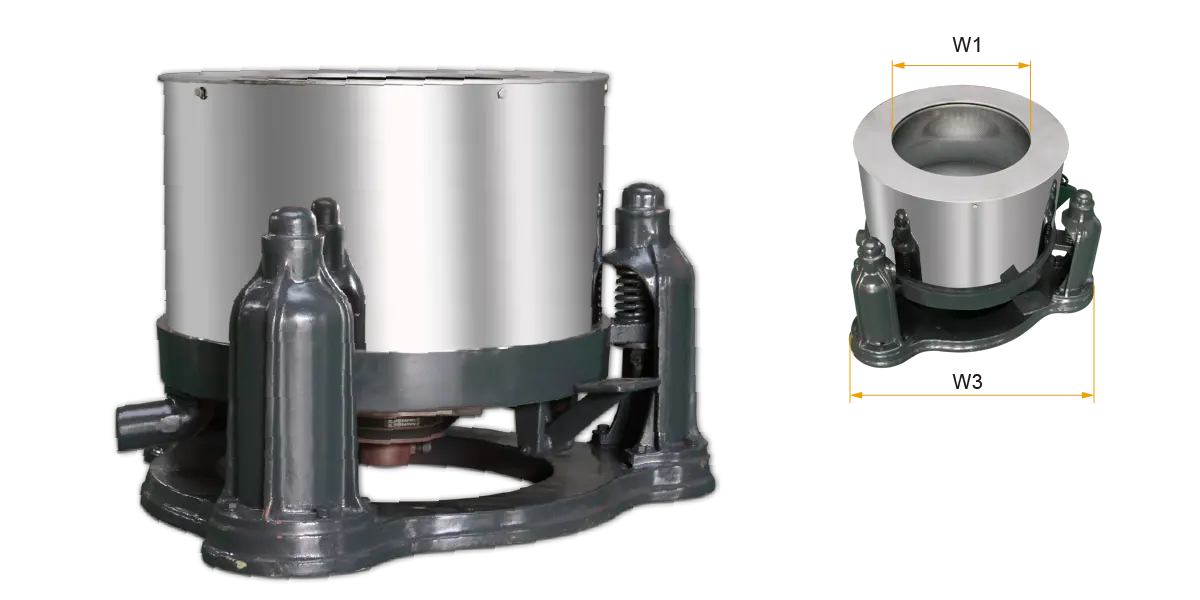
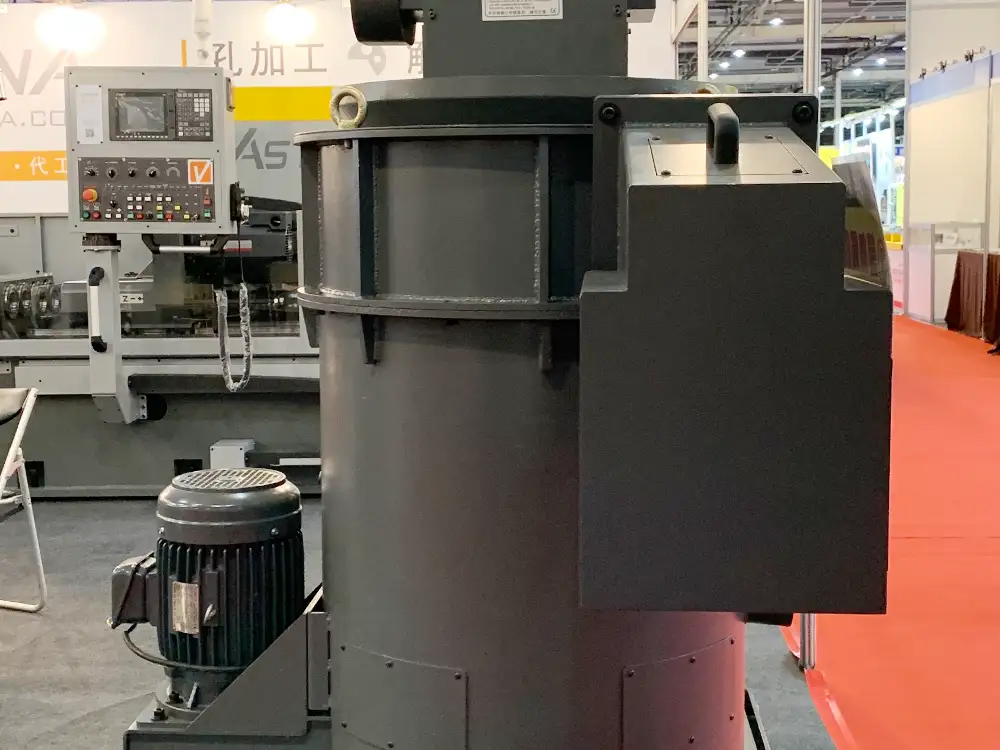
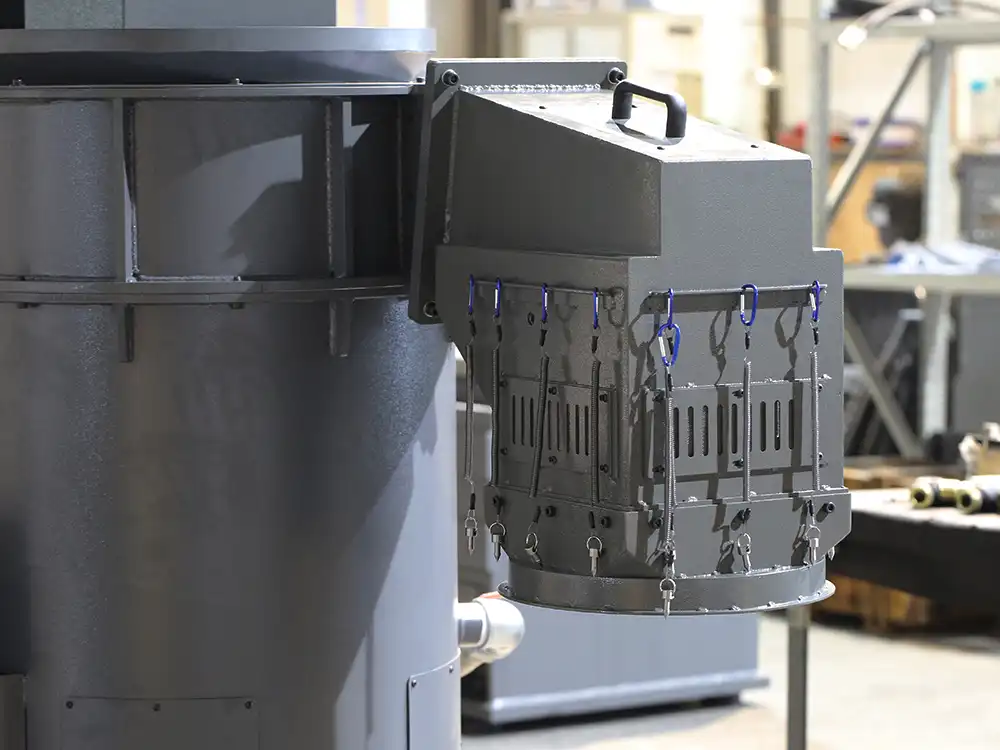
型號 | (A) | (B) | (C) |
主機尺寸 | 590 x 540 x 1350 mm | 650 x 600 x 250 mm | 725 x 683 x 870 mm |
電源規格 | 3Φ / 220v / 60Hz | ||
馬達 | 2HP (1.5kw) | 3HP (2.1kw) | 25HP (18.7kw) |
轉速 | 19 rpm | 19 rpm | 19 rpm |
破碎室尺寸 | 215 x 130 mm | 360 x 190 mm | 500 x 300 mm |
刀具材質 | SKD11 合金工具鋼 | ||
刀具數量 | 9片 | 9片 | 9片 |
入屑口尺寸 | 400 x 400 x 270 mm | 500 x 500 x 180 mm | 500 x 500 x 220 mm |
入屑口高 | 600 mm | 700 mm | 1600 mm |
適用材質 | 鐵屑 | 鐵屑 | 鐵屑, 不銹鋼屑 |
★選購此款產品包含排屑輸送機與集油箱 | |||
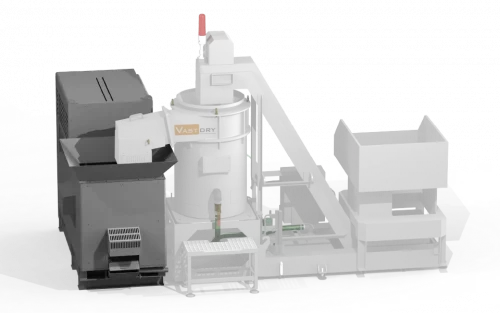
型號 | DY1 |
壓縮能力 | 100 噸 |
使用壓力 | 200 巴 |
產出之壓縮塊斷面 | Ø90 mm |
壓縮缸馬達 | 14.9 kW |
入料盒容量 | 100 L |
入料盒高度 | 1301 mm |
一次循環時間 | 20 秒 |
容積 | 大約 2 kgs/min |
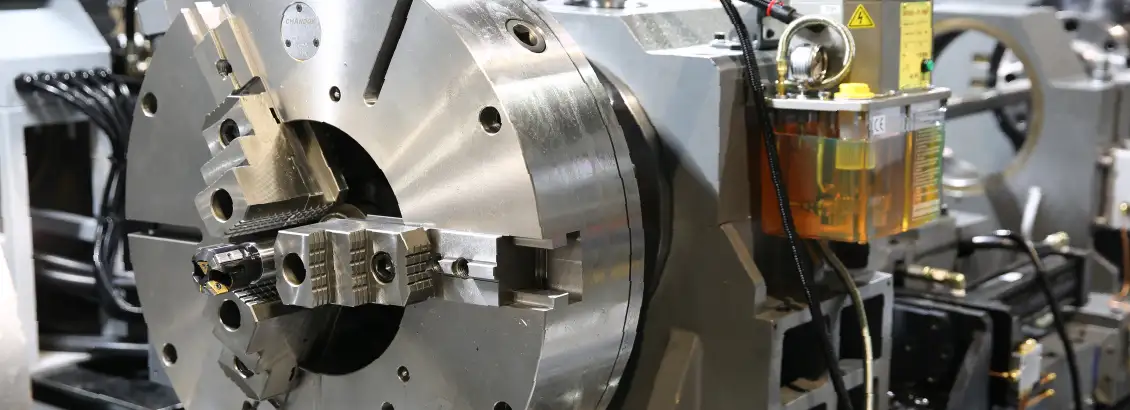
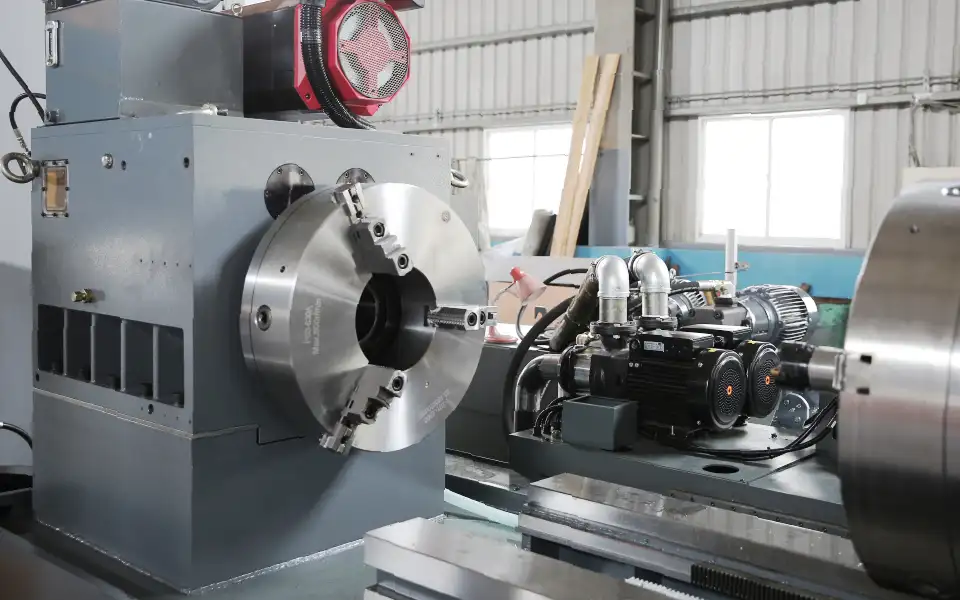
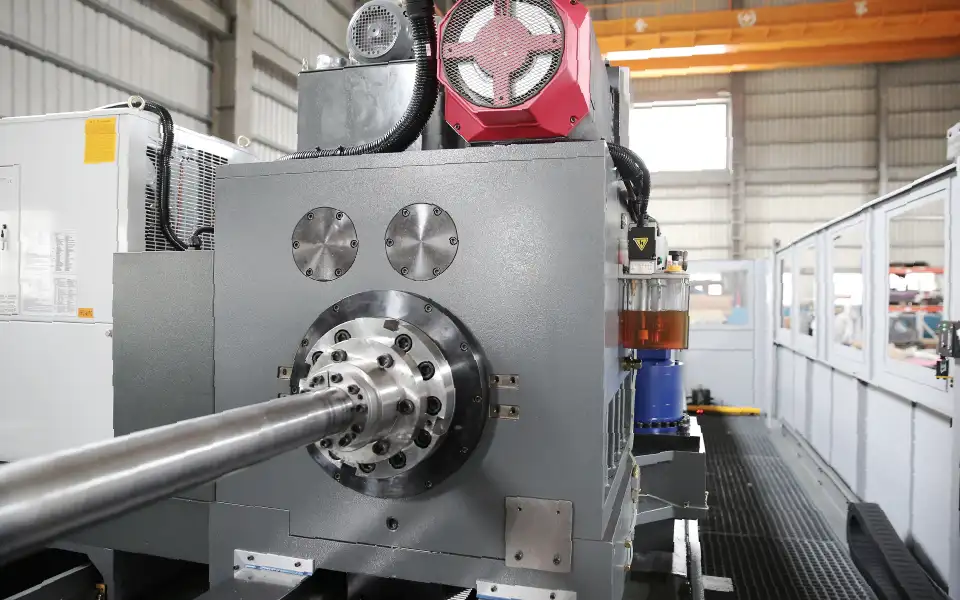
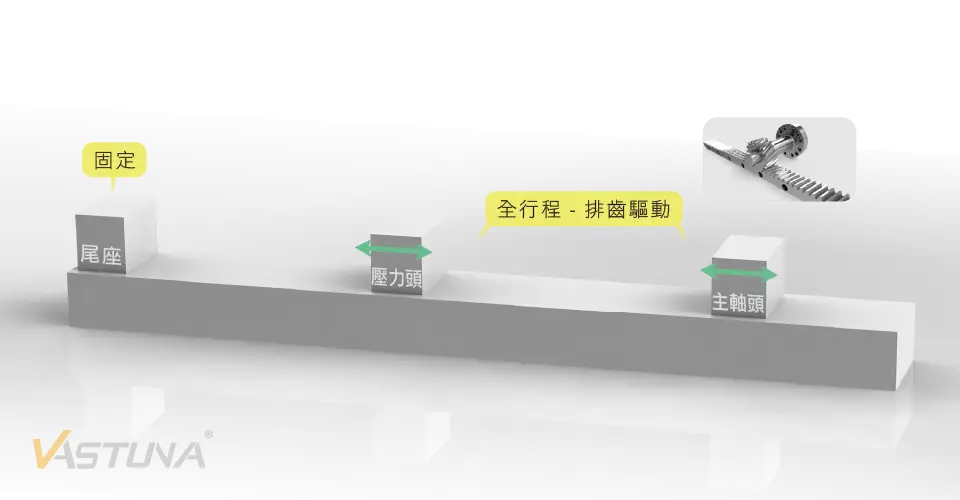
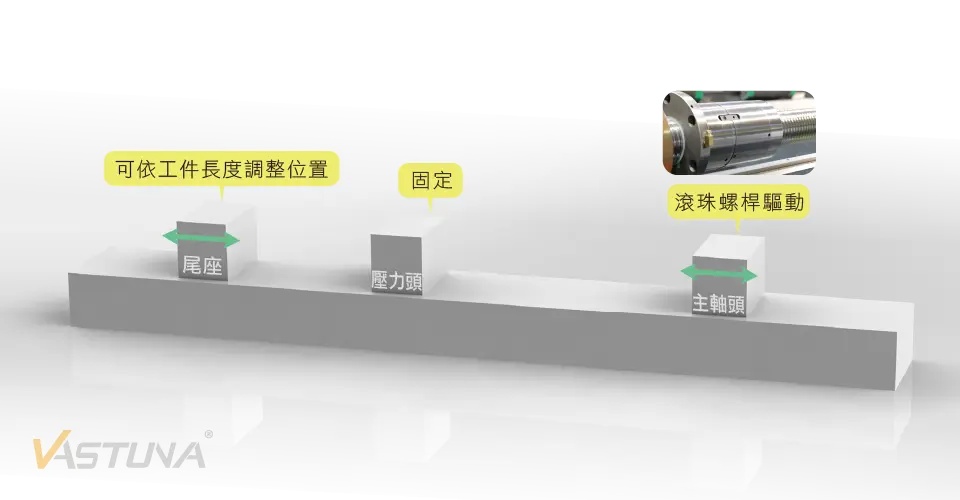
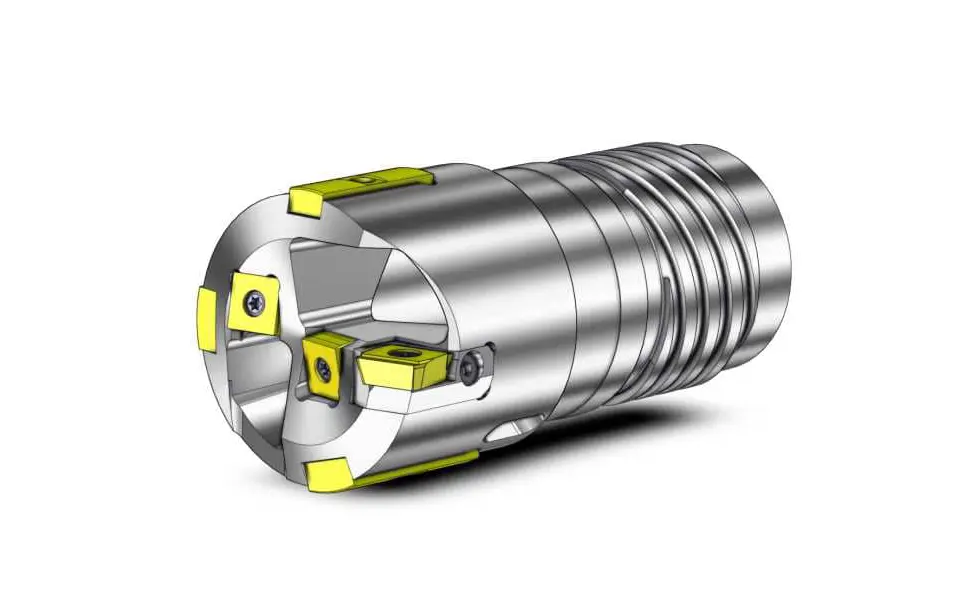
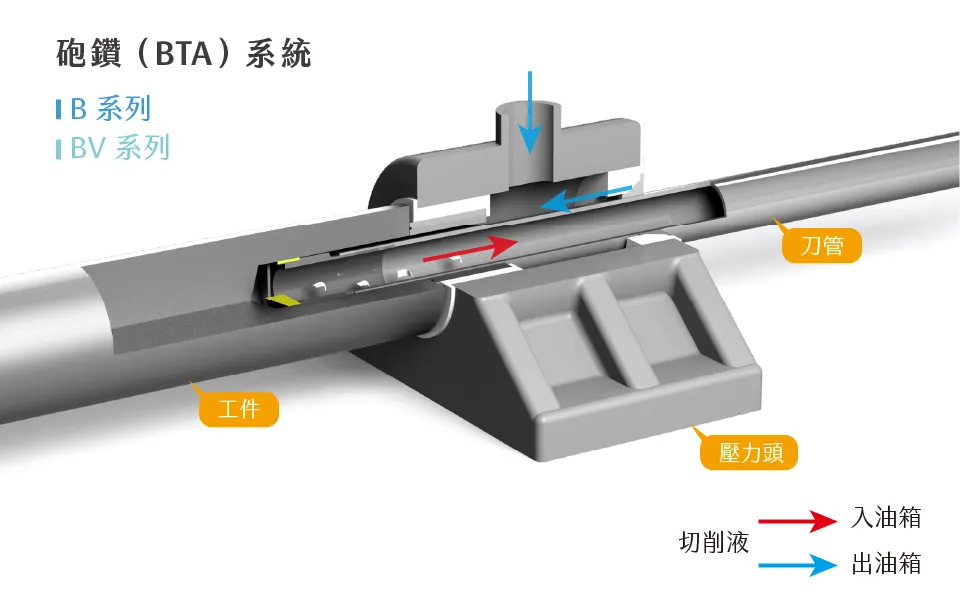
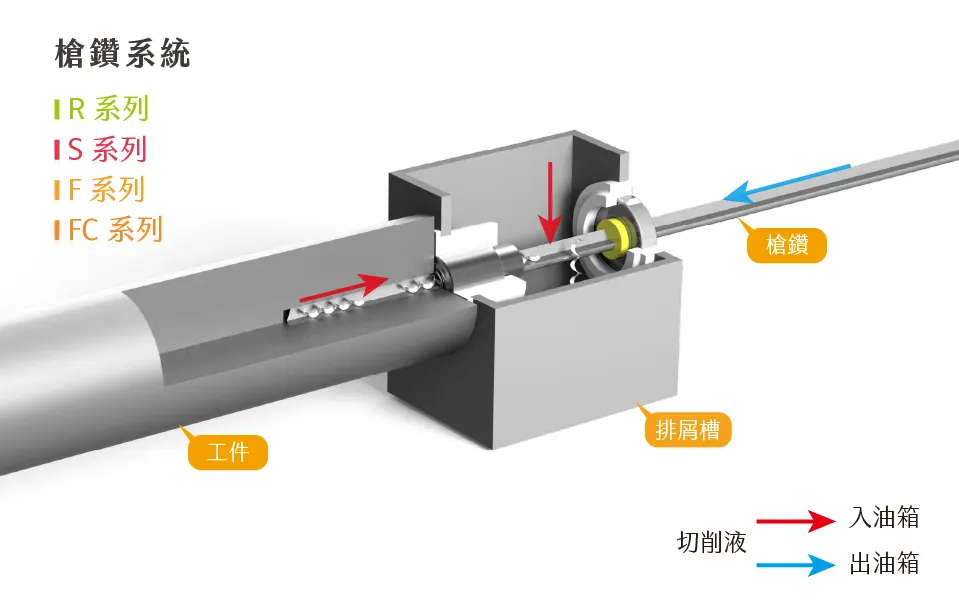
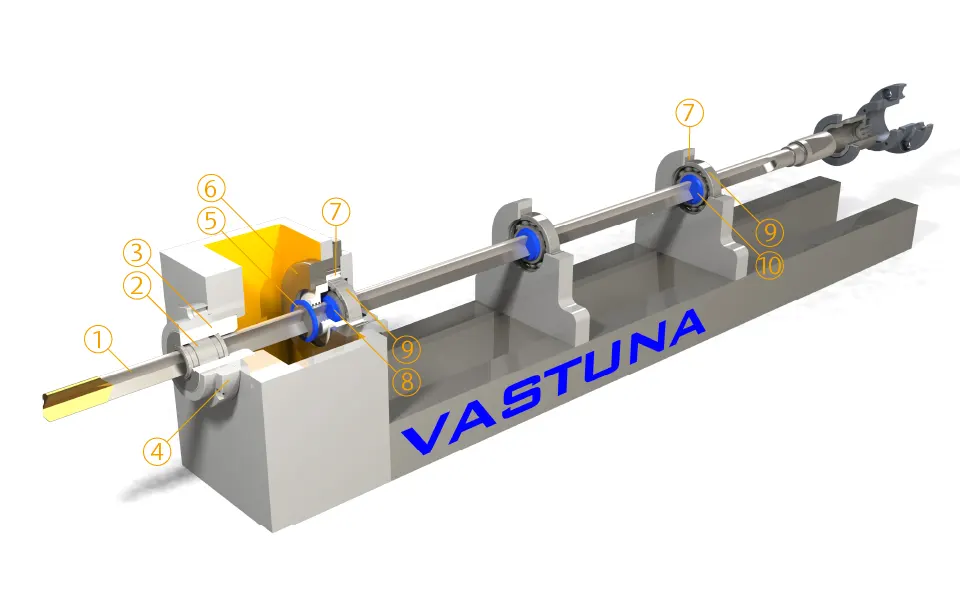
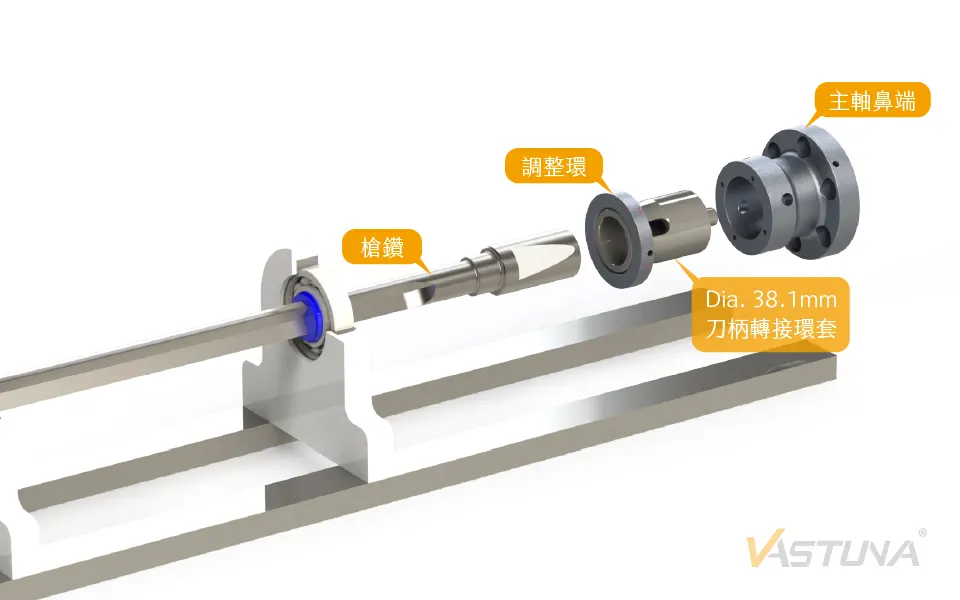
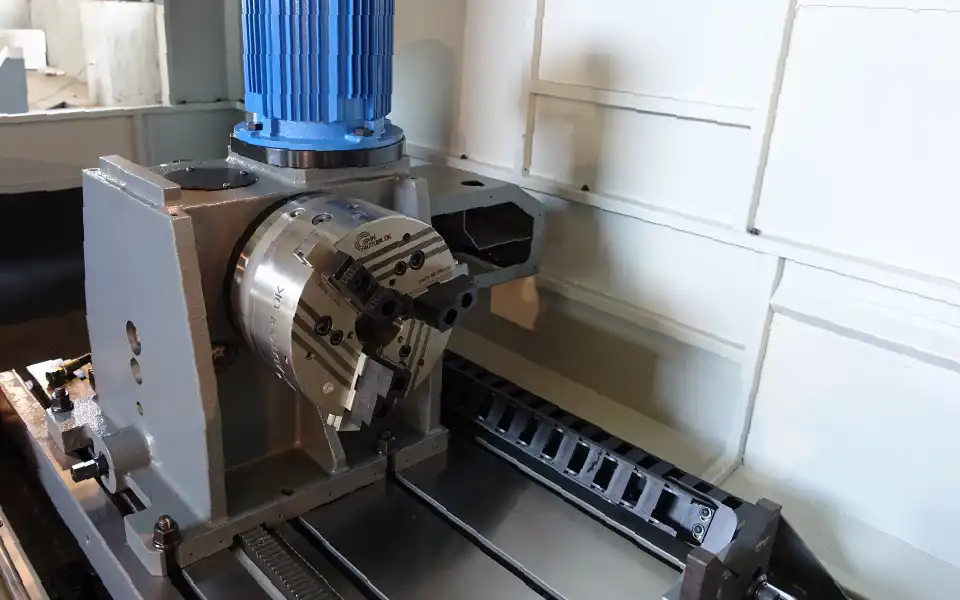
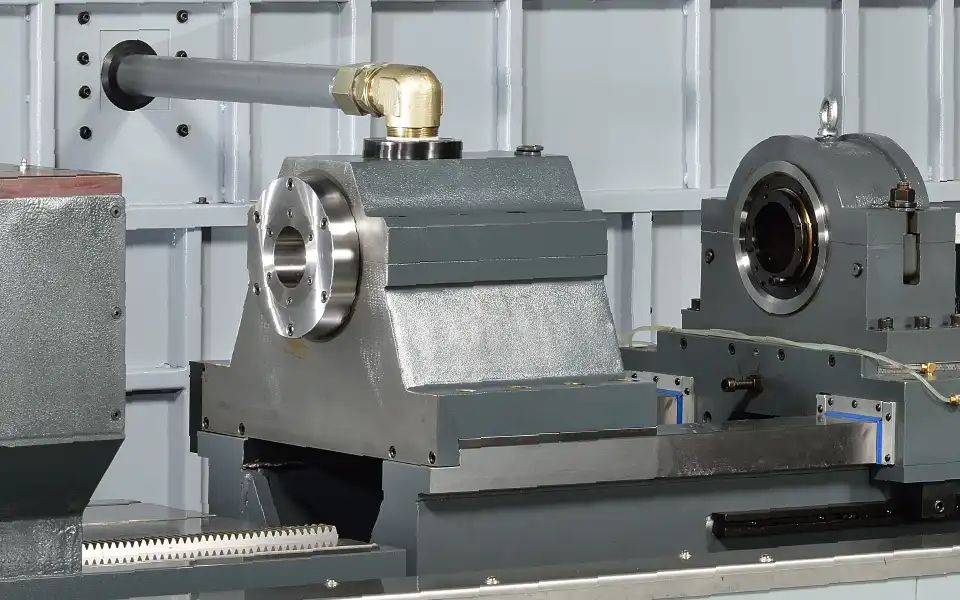
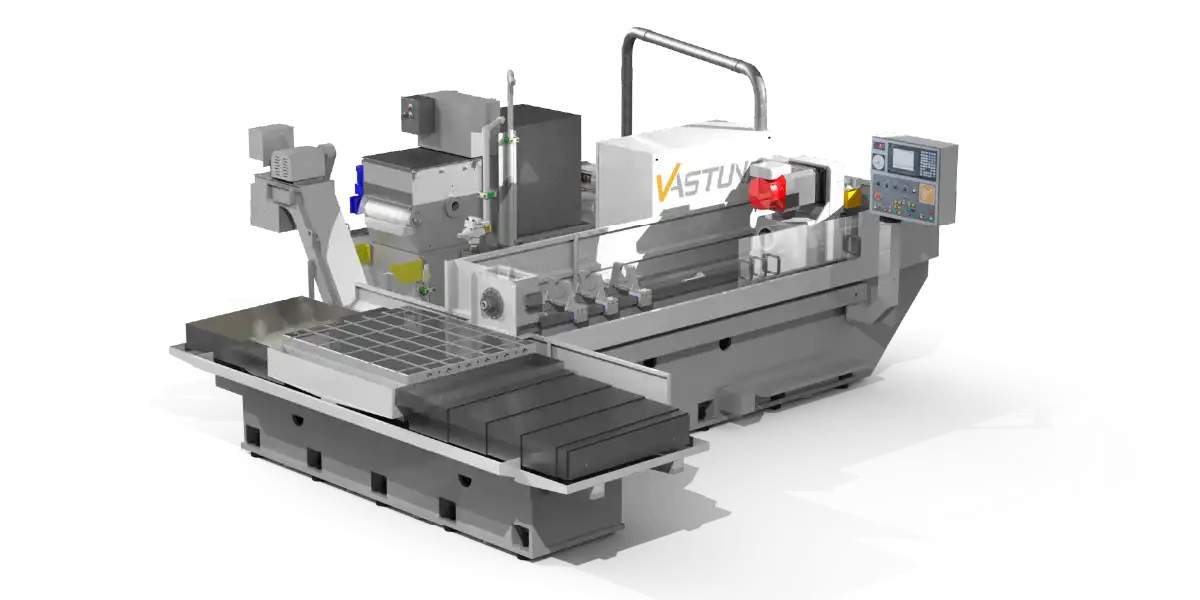
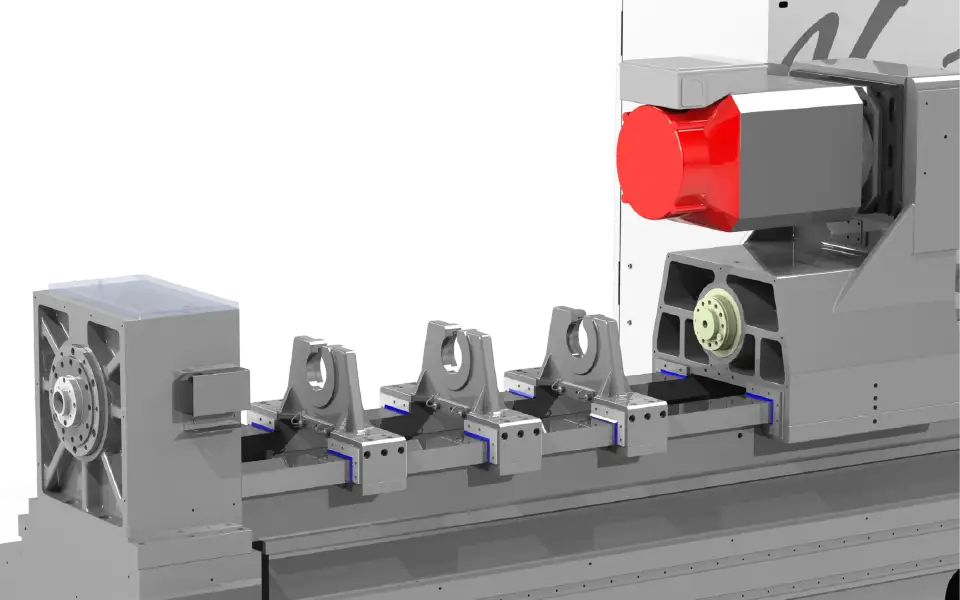
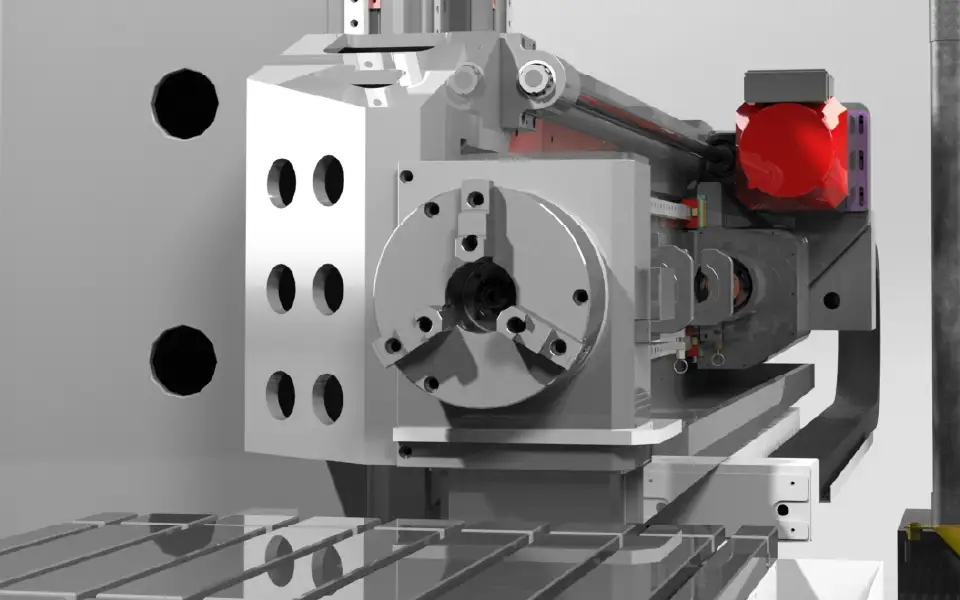
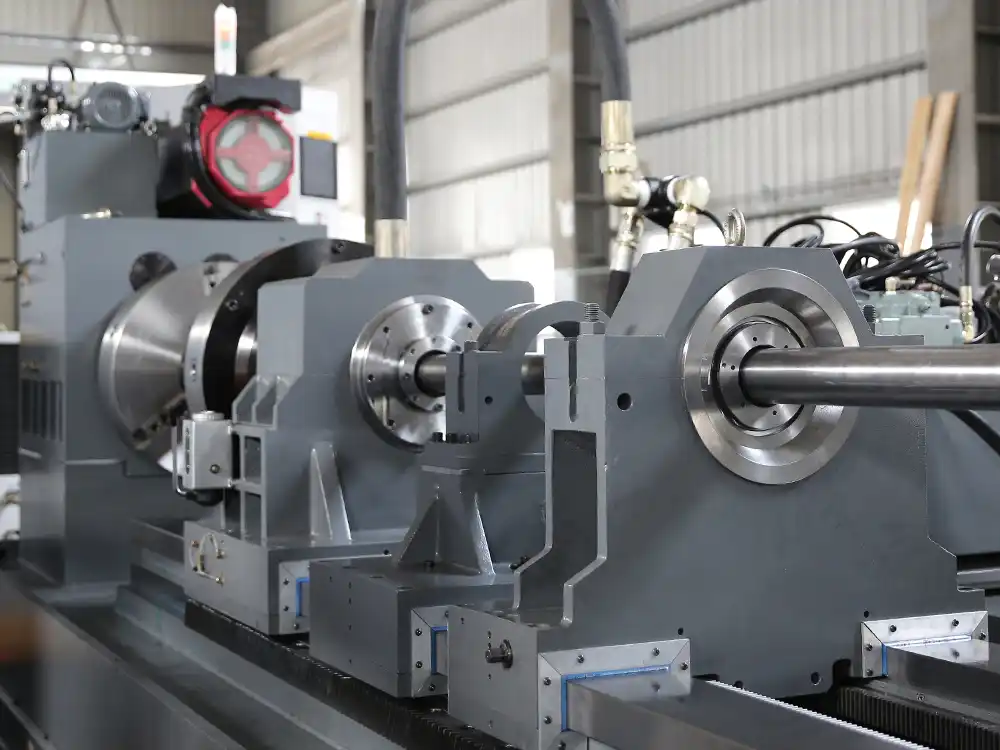
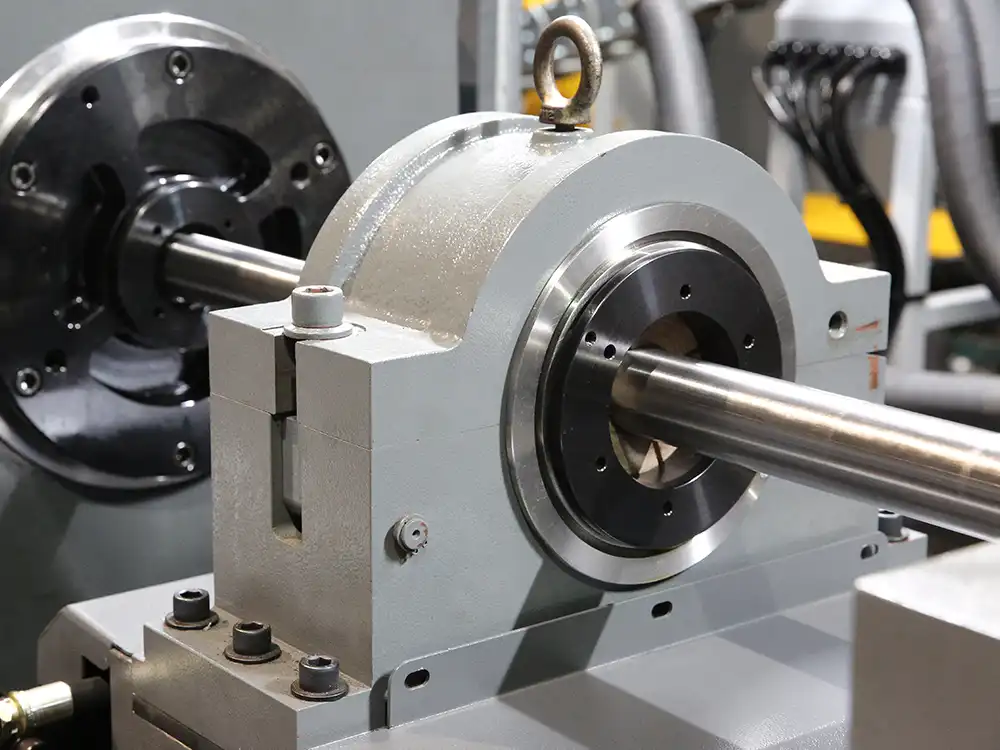
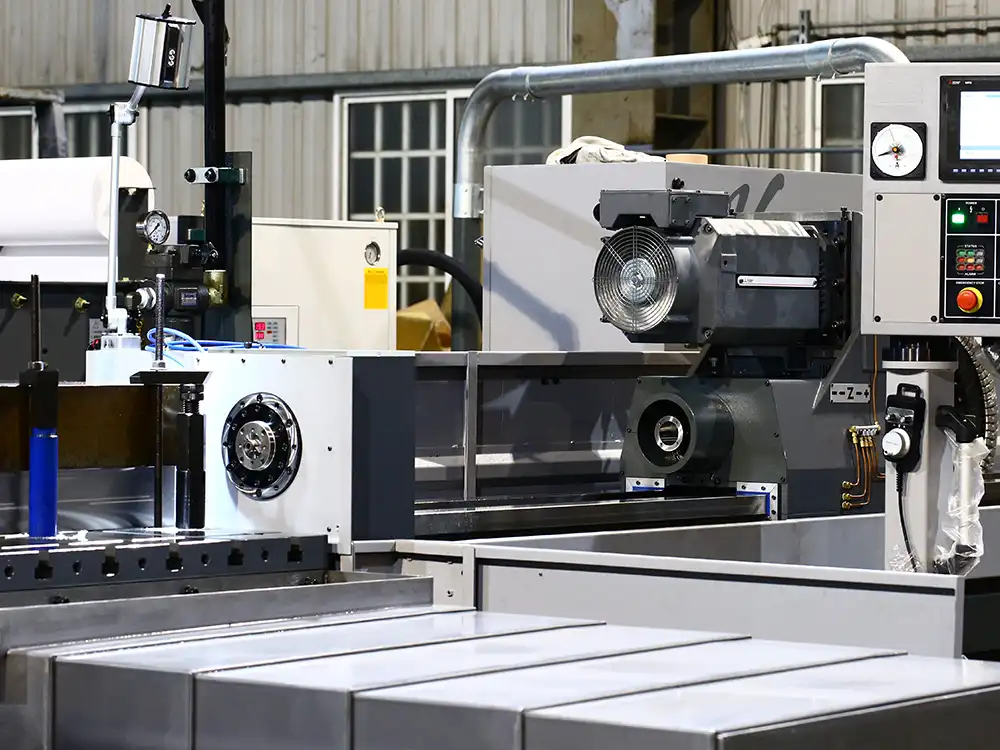
- 臥式深孔鑽孔機 (砲鑽)
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}